Search Results (Searched for: )
- oddwick

29 May 2025 16:18
Replied by oddwick on topic [SOLVED] MesaCT problems with 7i96 pwm spindle
[SOLVED] MesaCT problems with 7i96 pwm spindle
Category: Configuration Tools
- besi99
- besi99
29 May 2025 16:04
Replied by besi99 on topic Issues installing LinuxCNC
Issues installing LinuxCNC
Category: Installing LinuxCNC
")
- langdons
- langdons
29 May 2025 15:56
Replied by langdons on topic Spindle Speed Settings only from file, no MDI possible?
Spindle Speed Settings only from file, no MDI possible?
Category: General LinuxCNC Questions
- Spyderbreath

29 May 2025 15:46
Replied by Spyderbreath on topic QTDragon_hd with mechanical dial tool setter
QTDragon_hd with mechanical dial tool setter
Category: Qtvcp
- langdons
- langdons
29 May 2025 15:44
Replied by langdons on topic Huanyang GT Series VFD Issues
Huanyang GT Series VFD Issues
Category: General LinuxCNC Questions
- Cdub
- Cdub
29 May 2025 15:42 - 29 May 2025 15:43
- langdons
- langdons
29 May 2025 15:41
Replied by langdons on topic Mesa modbus and pktUart
Mesa modbus and pktUart
Category: Other User Interfaces
- PCW

29 May 2025 15:39
Replied by PCW on topic MESA 7i76 - Lenze VFD: Where are the 10V
MESA 7i76 - Lenze VFD: Where are the 10V
Category: Driver Boards
- langdons
- langdons
29 May 2025 15:38 - 29 May 2025 15:38
Replied by langdons on topic Gmoccapy - spindle restarts at program stop
Gmoccapy - spindle restarts at program stop
Category: Gmoccapy
- PCW
29 May 2025 14:25
Replied by PCW on topic Mesa modbus and pktUart
Mesa modbus and pktUart
Category: Other User Interfaces
- Aciera

29 May 2025 13:41
Replied by Aciera on topic Gmoccapy - spindle restarts at program stop
Gmoccapy - spindle restarts at program stop
Category: Gmoccapy
- HalaszAttila
- HalaszAttila
29 May 2025 13:02
Replied by HalaszAttila on topic Gmoccapy - spindle restarts at program stop
Gmoccapy - spindle restarts at program stop
Category: Gmoccapy
- JT

29 May 2025 11:58
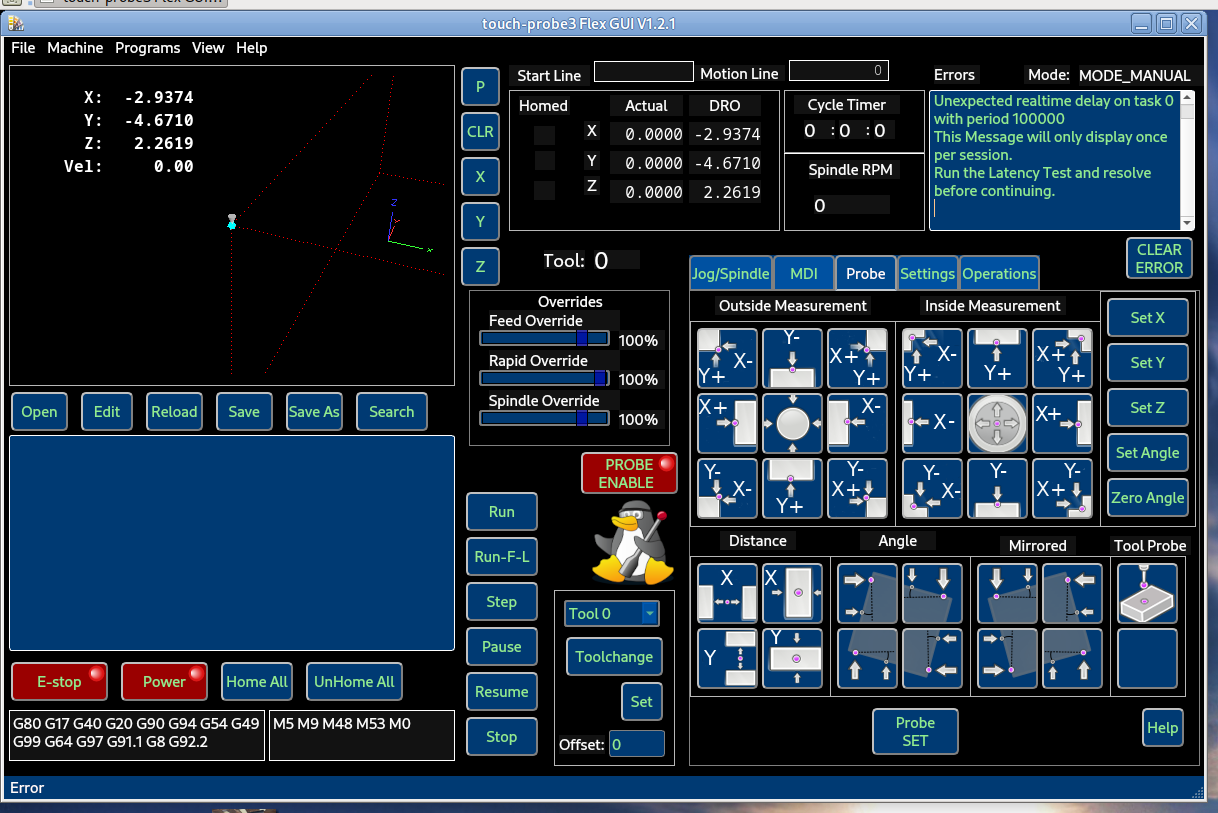
Replied by JT on topic Flex GUI 1.2.1 Released
Flex GUI 1.2.1 Released
Category: Other User Interfaces
- JT
29 May 2025 11:54
Replied by JT on topic Flex GUI 1.2.1 Released
Flex GUI 1.2.1 Released
Category: Other User Interfaces
- juliankoenig87
- juliankoenig87
29 May 2025 10:59
Replied by juliankoenig87 on topic Getting Setup with PC and MESA
Getting Setup with PC and MESA
Category: Computers and Hardware
Time to create page: 0.239 seconds