Search Results (Searched for: )
- PCW

01 Jan 2025 17:24
Replied by PCW on topic mixing 5v and 24v on mesa cards
mixing 5v and 24v on mesa cards
Category: General LinuxCNC Questions
- Cant do this anymore bye all

01 Jan 2025 17:11
Replied by Cant do this anymore bye all on topic LinuxCNC on Raspberry Pi 5
LinuxCNC on Raspberry Pi 5
Category: Installing LinuxCNC
- Beovoxo
- Beovoxo
01 Jan 2025 17:05
")



- ihavenofish
- ihavenofish
01 Jan 2025 17:01
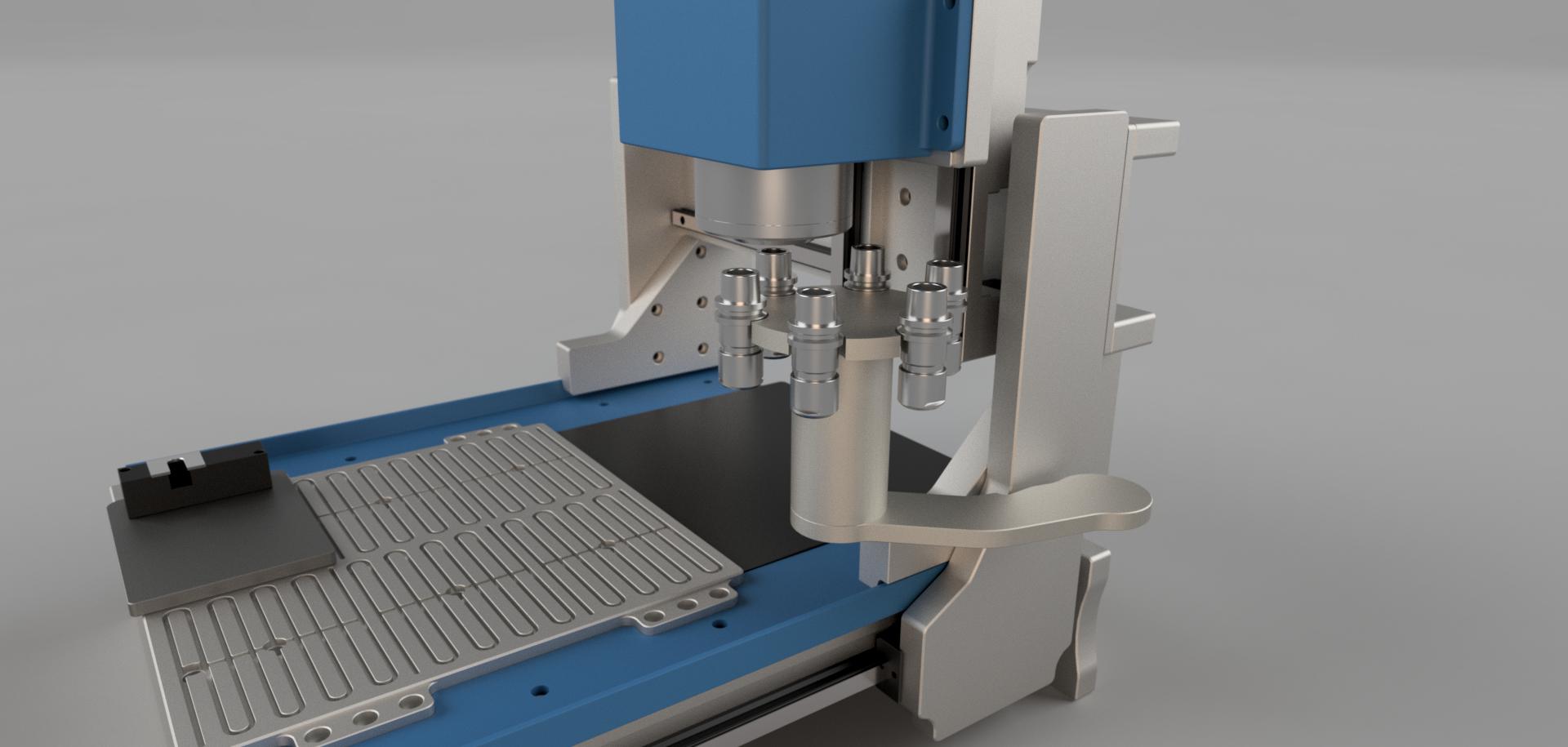
Replied by ihavenofish on topic Mini wannabe datron build
Mini wannabe datron build
Category: CNC Machines
- ihavenofish
- ihavenofish
01 Jan 2025 16:57
Replied by ihavenofish on topic mixing 5v and 24v on mesa cards
mixing 5v and 24v on mesa cards
Category: General LinuxCNC Questions
- gekonko

01 Jan 2025 16:48
Replied by gekonko on topic Cut Recovery Not Consistently Triggering
Cut Recovery Not Consistently Triggering
Category: Plasmac
- _skinner
- _skinner
01 Jan 2025 16:47
Replied by _skinner on topic Spindle speed and instatnly powered led
Spindle speed and instatnly powered led
Category: Qtvcp
- PCW
01 Jan 2025 16:23
Replied by PCW on topic Threading Index Varies With Speed
Threading Index Varies With Speed
Category: General LinuxCNC Questions
- tommylight

01 Jan 2025 16:11
Replied by tommylight on topic LinuxCNC on Raspberry Pi 5
LinuxCNC on Raspberry Pi 5
Category: Installing LinuxCNC
- tommylight
01 Jan 2025 15:42
Replied by tommylight on topic mixing 5v and 24v on mesa cards
mixing 5v and 24v on mesa cards
Category: General LinuxCNC Questions
- 10K

01 Jan 2025 15:27
Replied by 10K on topic Threading Index Varies With Speed
Threading Index Varies With Speed
Category: General LinuxCNC Questions
- PCW
01 Jan 2025 15:02
Replied by PCW on topic Spindle speed and instatnly powered led
Spindle speed and instatnly powered led
Category: Qtvcp
- TomAlborough

01 Jan 2025 14:59
Replied by TomAlborough on topic LinuxCNC on Raspberry Pi 5
LinuxCNC on Raspberry Pi 5
Category: Installing LinuxCNC
- PCW
01 Jan 2025 14:33
- slowpoke
- slowpoke
01 Jan 2025 13:41 - 01 Jan 2025 13:43
Replied by slowpoke on topic 7i96s not recognized
7i96s not recognized
Category: Basic Configuration
Time to create page: 1.198 seconds