Search Results (Searched for: )
- Hakan
- Hakan
31 Oct 2025 17:48
Replied by Hakan on topic Machine plasma torch IPTM-80 and ohmic sensor
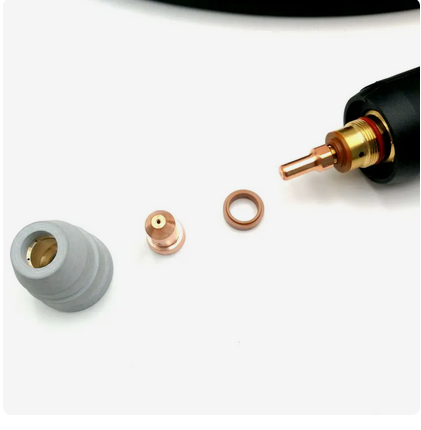
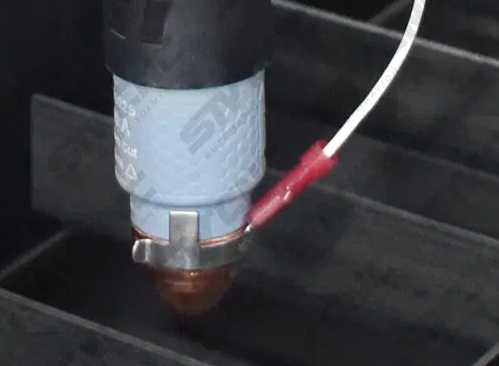
Machine plasma torch IPTM-80 and ohmic sensor
Category: Plasmac
- lev
- lev
31 Oct 2025 17:28
Machine plasma torch IPTM-80 and ohmic sensor was created by lev
Machine plasma torch IPTM-80 and ohmic sensor
Category: Plasmac

- Gogonfa
- Gogonfa
31 Oct 2025 17:02
Replied by Gogonfa on topic Umbau der Steuerung auf LinuxCNC + EtherCAT
Umbau der Steuerung auf LinuxCNC + EtherCAT
Category: Deutsch
- tommylight

31 Oct 2025 16:54
Replied by tommylight on topic Joint 2 on limit switch error -> Z Axis
Joint 2 on limit switch error -> Z Axis
Category: Basic Configuration
- PCW

31 Oct 2025 16:13
Replied by PCW on topic USB activity causes network error
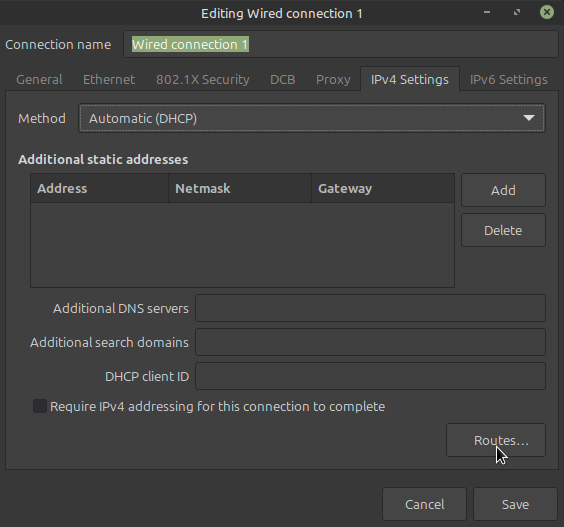
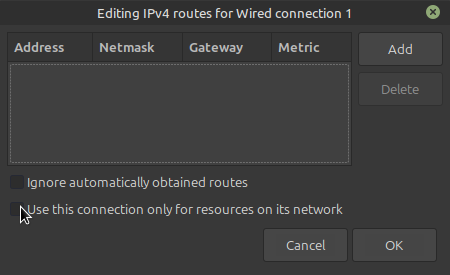
USB activity causes network error
Category: Plasmac
- DerKlotz
- DerKlotz
31 Oct 2025 14:09
Replied by DerKlotz on topic Joint 2 on limit switch error -> Z Axis
Joint 2 on limit switch error -> Z Axis
Category: Basic Configuration
- DerKlotz
- DerKlotz
31 Oct 2025 13:43
Replied by DerKlotz on topic Joint 2 on limit switch error -> Z Axis
Joint 2 on limit switch error -> Z Axis
Category: Basic Configuration
- DerKlotz
- DerKlotz
31 Oct 2025 13:17
Replied by DerKlotz on topic Joint 2 on limit switch error -> Z Axis
Joint 2 on limit switch error -> Z Axis
Category: Basic Configuration
- tommylight
31 Oct 2025 13:10
Replied by tommylight on topic USB activity causes network error
USB activity causes network error
Category: Plasmac
- mariusl

31 Oct 2025 13:03
Replied by mariusl on topic USB activity causes network error
USB activity causes network error
Category: Plasmac
- Philip Lydin
- Philip Lydin
31 Oct 2025 12:58
Replied by Philip Lydin on topic Problems with Lichuan Ethercat servo drive
Problems with Lichuan Ethercat servo drive
Category: EtherCAT
- tommylight
31 Oct 2025 12:22
Replied by tommylight on topic USB activity causes network error
USB activity causes network error
Category: Plasmac
- tommylight
31 Oct 2025 12:18
Replied by tommylight on topic Joint 2 on limit switch error -> Z Axis
Joint 2 on limit switch error -> Z Axis
Category: Basic Configuration
- rodw

31 Oct 2025 12:17
Replied by rodw on topic Joint 2 on limit switch error -> Z Axis
Joint 2 on limit switch error -> Z Axis
Category: Basic Configuration
- DerKlotz
- DerKlotz
31 Oct 2025 12:10
Joint 2 on limit switch error -> Z Axis was created by DerKlotz
Joint 2 on limit switch error -> Z Axis
Category: Basic Configuration
Time to create page: 1.057 seconds