Gmoccapy - A new screen for linuxcnc
- newbynobi
-

- Offline
- Moderator
-

- Posts: 1931
- Thank you received: 394
ver 0.9.8.3
- BUG: forget to update the cooordiante system after changing
the error system, causing the ABS/REL button not showing
the correct label, fixed
- BUG: inserted Jog Increment continious insteadt of 0,
so could cause an exception on translated GUI, fixed
- BUG: when changing the mode from outside, i.e. starting a
program with an external button, the GUI did not change
the style to auto mode, so it was not consistent, fixed
- deleted unnecessary icon and introduced new icon for
machine on off and for the mode button
(Thanks to Dejan/probamo)
Norbert
Please Log in or Create an account to join the conversation.
- svenakela
- Offline
- New Member
-

- Posts: 15
- Thank you received: 2
Please Log in or Create an account to join the conversation.
- jtc
-

- Offline
- Premium Member
-

- Posts: 147
- Thank you received: 12
Currently I'm using axis just while we are doing hardware implementation, but the goal is to use Gmoccapy in the end.
From the servo drives we have a "servo ready" signal. The goal is to open the GUI, and after press power on button, it will enable the servo drives, but the home and jog in manual mode should wait to the servo ready signals . In your current version it is any way to do that? preferentially with hal pins...
a "bug" that I find in the Gmoccapy (and axis to), is that in back tool lathe, the inserts shapes disappear. It will be great if they can be showed correctly.
Tnks,
João Tiago
Please Log in or Create an account to join the conversation.
- newbynobi
-
- Offline
- Moderator
-
- Posts: 1931
- Thank you received: 394
Norbert,
Sorry I took so long to get back to you. I looked at the pins and it seems ok but for one missing setting. We have a pierce gap but require a cutting gap/height as well. This is not the same as the travel height.
The "step size" setting can change to a percentage (of the feedrate) instead of the 0.0001 . I will use this in the component to adjust the z travel speed.
The lock percentage must be able to go up to 98% for very thick steel.
What happens is as follows. When we get a M03 the torched is moved towards the job at a probe speed (from the INI) until the switch is made. We know the switch offset so we travel back that much and set the z zero. Then we travel up to the pierce gap and start the torch. We wait for an arc good signal and then move the torch down to the cut height/gap. The thc looks at the up/down signals and will adjust the z up or down at a speed percentage of the feed rate. At the end of the cut the torch is retracted to the travel height. Ans the process repeats.
Edit: Oh the one thing that gets changed on the fly while cutting is the target voltage. A large plus and minus button to change the value would be very useful instead of the spinbox.
Hallo Marius,
sorry for the late answer. Please take the attached files and replace the existing ones, so you get the missing TravelGap.
(you have to delete the txt extension from plasma.py.txt to be called plasma.py)
I tried to include also the buttons to change the voltage, but I got problems, that the handlers are not found, I will have to look at that closer.
Norbert
Please Log in or Create an account to join the conversation.
- newbynobi
-
- Offline
- Moderator
-
- Posts: 1931
- Thank you received: 394
From the servo drives we have a "servo ready" signal. The goal is to open the GUI, and after press power on button, it will enable the servo drives, but the home and jog in manual mode should wait to the servo ready signals . In your current version it is any way to do that? preferentially with hal pins...
a "bug" that I find in the Gmoccapy (and axis to), is that in back tool lathe, the inserts shapes disappear. It will be great if they can be showed correctly.
Halo João,
at the moment it is not possible to realize your wish enable jog and home with an external signal out of the box, but...
This is gmoccapy, so there is a solution
")
Switch on your machine with an external button and connect the servo ready signal to halui.machine.on, that will enable the machine on button of gmoccapy. If you want the signal to switch off the machine you will have to connect also halui.machine.off.
Or you make an own glade button on a custom glade panel.
The mentioned "BUG" is known, but I am not the programmer of gremlin and at the moment not able to fix that. We will have to wait.
But why not using the estop signal to enable the servos and connect the servo ready signal to on?
Norbert
Please Log in or Create an account to join the conversation.
- jtc
-
- Offline
- Premium Member
-
- Posts: 147
- Thank you received: 12
But, its a solution
")
Please Log in or Create an account to join the conversation.
- mariusl
-

- Offline
- Platinum Member
-

Sorry it takes so long but for some reason the notification of your topic replay did not come through. I have been waiting and wondering why you are taking so ling meantime it has been waiting for a week already.
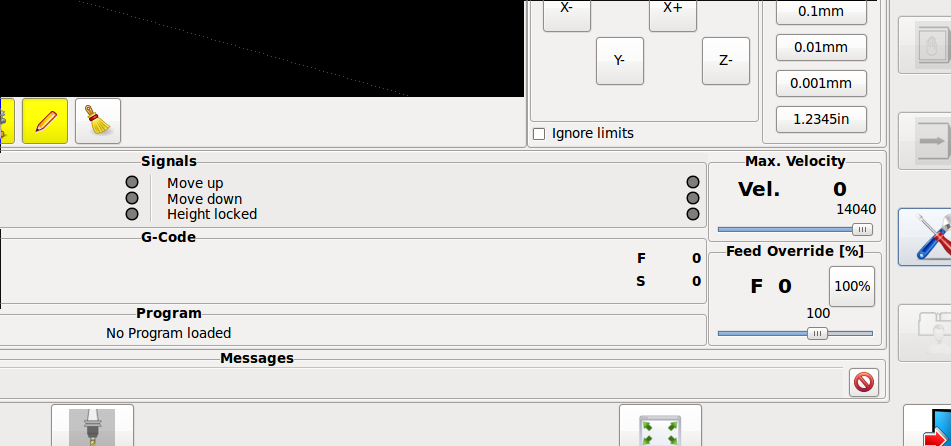
I loaded the files that you attached but now I get now plasma features at all and no error either. It just does not load or show nothing. No glade panel.
While we are at it, I dont know if I asked before but is it possible to store the last selected values in all option, text or spinbox inputs to the preference file or any other file?
For Axis Arceye wrote a component to save the parameters but I believe that in Gscreen it might be done another way.
Regards
Marius
www.bluearccnc.com
Please Log in or Create an account to join the conversation.
- mariusl
-
- Offline
- Platinum Member
-
If you do a show pin in the debugger it looks like all the plasma panels loaded but the plasma.glade does not show on screen. The pins are all there.
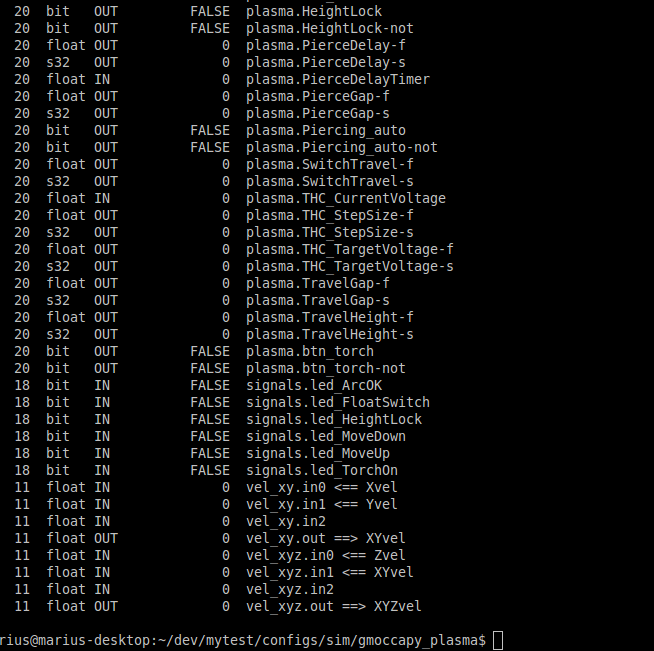
Regards
Marius
www.bluearccnc.com
Please Log in or Create an account to join the conversation.
- mariusl
-
- Offline
- Platinum Member
-
Please repost that.
<!DOCTYPE HTML PUBLIC "-//IETF//DTD HTML 2.0//EN">
<html><head>
<title>500 Internal Server Error</title>
</head><body>
<h1>Internal Server Error</h1>
<p>The server encountered an internal error or
misconfiguration and was unable to complete
your request.</p>
<p>Please contact the server administrator,
webmaster@linuxcnc.org and inform them of the time the error occurred,
and anything you might have done that may have
caused the error.</p>
<p>More information about this error may be available
in the server error log.</p>
<p>Additionally, a 404 Not Found
error was encountered while trying to use an ErrorDocument to handle the request.</p>
</body></html>Regards
Marius
www.bluearccnc.com
Please Log in or Create an account to join the conversation.
- newbynobi
-
- Offline
- Moderator
-
- Posts: 1931
- Thank you received: 394
you are right, the file is corrupt. I do not know why, may be, because the forum does not allow uploading python files.
I just send you the correct one by separate mail. After adding the file, you should see also the second panal.
Norbert
Please Log in or Create an account to join the conversation.