Gmoccapy - A new screen for linuxcnc
- newbynobi
-

- Offline
- Moderator
-

- Posts: 1931
- Thank you received: 394
please describe in Detail, how I can reproduce that.
Norbert
Please Log in or Create an account to join the conversation.
- mariusl
-

- Offline
- Platinum Member
-

What I do is to start with I home the X axis of my machine. The Z has no home switch. Then I do a tool offset edit. It would seem to happen after I tired to edit a tool. The editor jumps out of edit mode once you press return. After that the if I select MDI, the button comes on but the jogging controls remain in place as if the machine is still in manual mode.
Regards
Marius
www.bluearccnc.com
Please Log in or Create an account to join the conversation.
- verser
-

- Offline
- Senior Member
-

- Posts: 78
- Thank you received: 69
In Gmoccapy, large g-code program is dynamically loaded into the window and scroll slider is impossible to estimate how much has already been done.
Is it possible to make indicator of the accomplished part of large g-code programm?
Please Log in or Create an account to join the conversation.
- newbynobi
-
- Offline
- Moderator
-
- Posts: 1931
- Thank you received: 394
Hi Norbert
What I do is to start with I home the X axis of my machine. The Z has no home switch. Then I do a tool offset edit. It would seem to happen after I tired to edit a tool. The editor jumps out of edit mode once you press return. After that the if I select MDI, the button comes on but the jogging controls remain in place as if the machine is still in manual mode.
I am not able to reproduce that!
I switch on the machine, Estop reste, machine on
I go to home
I do home only X
I go back to manual page clicking the back arrow,
I push the tool button
I click in the tool table and edit a x value,
All is OK!
What are you doing?
Norbert
Please Log in or Create an account to join the conversation.
- mariusl
-
- Offline
- Platinum Member
-
I am not too sure about how it happens. Maybe the use of pyngcgui has something to do with that. I have a feeling that if a subroutine is interrupted before finishing that there might be some codes still active or the MDI mode cannot be entered. The PYNGCGUI stuff puts the system into auto mode in order to load the gcode that was generated. Maybe something there.
I have not used PYNGCGUI for a while as I am trying to setup tool tables and offsets for now. The tool editor and offset editor is a huge pain when it does not stay in the editor.
Leave it for now and once I have the lathe running properly I will investigate to see how to reproduce the error again. It happened many times during my testing of the PYNGCGUI stuff.
I have Andy's LatheMacro and PYNGCGUI running very well in the Gscreen setup. So now I have a reference to work from to get Gmoccapy going.
I have to add a proper jog wheel and a selector plus the spindle encoder. After that is done I will test again.
Regards
Marius
www.bluearccnc.com
Please Log in or Create an account to join the conversation.
- newbynobi
-
- Offline
- Moderator
-
- Posts: 1931
- Thank you received: 394
Please do not forget the Z home SwitchI have to add a proper jog wheel and a selector plus the spindle encoder. After that is done I will test again.
")
Norbert
Please Log in or Create an account to join the conversation.
- mariusl
-
- Offline
- Platinum Member
-

I am going to take a break for a number of days to do some resting and some fly fishing and when I get back the lathe must get finished as I have some work for it.
Next after that is the tool changer.
Regards
Marius
www.bluearccnc.com
Please Log in or Create an account to join the conversation.
- straga
- Offline
- New Member
-

- Posts: 10
- Thank you received: 0
I am check last pre4. Ferror no more.
Gmoccapy - it same 1.5.3.
But now it work perfecly without error.
Please Log in or Create an account to join the conversation.
- verser
-
- Offline
- Senior Member
-
- Posts: 78
- Thank you received: 69
Meanwhile made such an indicator as an addendum to GmoccapyHi Norbert,
In Gmoccapy, large g-code program is dynamically loaded into the window and scroll slider is impossible to estimate how much has already been done.
Is it possible to make indicator of the accomplished part of large g-code programm?
replace txt with rar
Unrar to ~/linuxcnc-dev/configs/sim/gmoccapy/
Add to [Display] section of ~/linuxcnc-dev/configs/sim/gmoccapy/gmoccapy-your-machine.ini
EMBED_TAB_NAME = progress_g_code_panel
EMBED_TAB_LOCATION = box_custom_4
EMBED_TAB_COMMAND = gladevcp -x {XID} -u progress.py progress.glade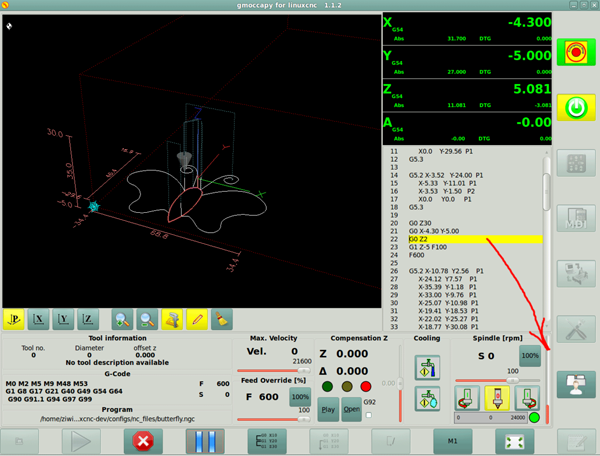
Please Log in or Create an account to join the conversation.
- verser
-
- Offline
- Senior Member
-
- Posts: 78
- Thank you received: 69
maybe Norbert will do it
")
Please Log in or Create an account to join the conversation.