Another plasma component...
- phillc54
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

- Posts: 5711
- Thank you received: 2100
That was my thought originally as well, but seeing the probing issues have made me rethink (maybe overthink) the way to do it.Guys
I am most likely in the minority here. I have not had any probing problems since the middle of May. I find the current probing with rapid to a clearance height and then probe speed to material to work well. I can easily see that results of rapid down coupled with an ohmic or float switch malfunction to cause damage to your torch or the mounting. I am having a hard time seeing how two moves to the material surface will be faster.
I will have to wait until after 8/7 before I can try using PlasmaC from the new master branch.
John
I think in the user guide the following line appears three times:
WARNING: Probe Height is the height above the minimum Z axis limit.Please Log in or Create an account to join the conversation.
- rodw
-

- Offline
- Platinum Member
-
- Posts: 12047
- Thank you received: 4113
That was my thought originally as well, but seeing the probing issues have made me rethink (maybe overthink) the way to do it.
I think in the user guide the following line appears three times:WARNING: Probe Height is the height above the minimum Z axis limit.
Phill, I don't see thats an issue as its fixed by user training/documentation.
To me, the real issue is when the material warps above the probe height and Plasmac can't recover.
It needs to be smarter and say, "Oops, that was unexpected, let me try again from a higher start position." Otherwise you have to set the probe height way up off the sheets so it adds enormously to cutting times. According to Plasac's stats, I think my machine has spent more time probing than cutting.
Please Log in or Create an account to join the conversation.
- phillc54
-
Topic Author
- Offline
- Platinum Member
-
- Posts: 5711
- Thank you received: 2100
Well it should go to the top of Z and pause, allowing the operator to determine the cause, it may well have hit a part that has tipped up.To me, the real issue is when the material warps above the probe height and Plasmac can't recover.
Please Log in or Create an account to join the conversation.
- rodw
-
- Offline
- Platinum Member
-
- Posts: 12047
- Thank you received: 4113
Well it should go to the top of Z and pause, allowing the operator to determine the cause, it may well have hit a part that has tipped up.To me, the real issue is when the material warps above the probe height and Plasmac can't recover.
Are you sure it does that and not go into an endless probing loop? Thats what I see here.
Please Log in or Create an account to join the conversation.
- phillc54
-
Topic Author
- Offline
- Platinum Member
-
- Posts: 5711
- Thank you received: 2100
It definitely does on my sim and I am sure it did on the test rig but that is pulled apart now.Are you sure it does that and not go into an endless probing loop? Thats what I see here.
I should be able to try it on my real machine sometime this week.
It gives one of these error messages:
then Z goes to the top and the program pausesfloat switch detected while moving to probe height program is paused
ohmic probe detected while moving to probe height program is paused
Please Log in or Create an account to join the conversation.
- phillc54
-
Topic Author
- Offline
- Platinum Member
-
- Posts: 5711
- Thank you received: 2100
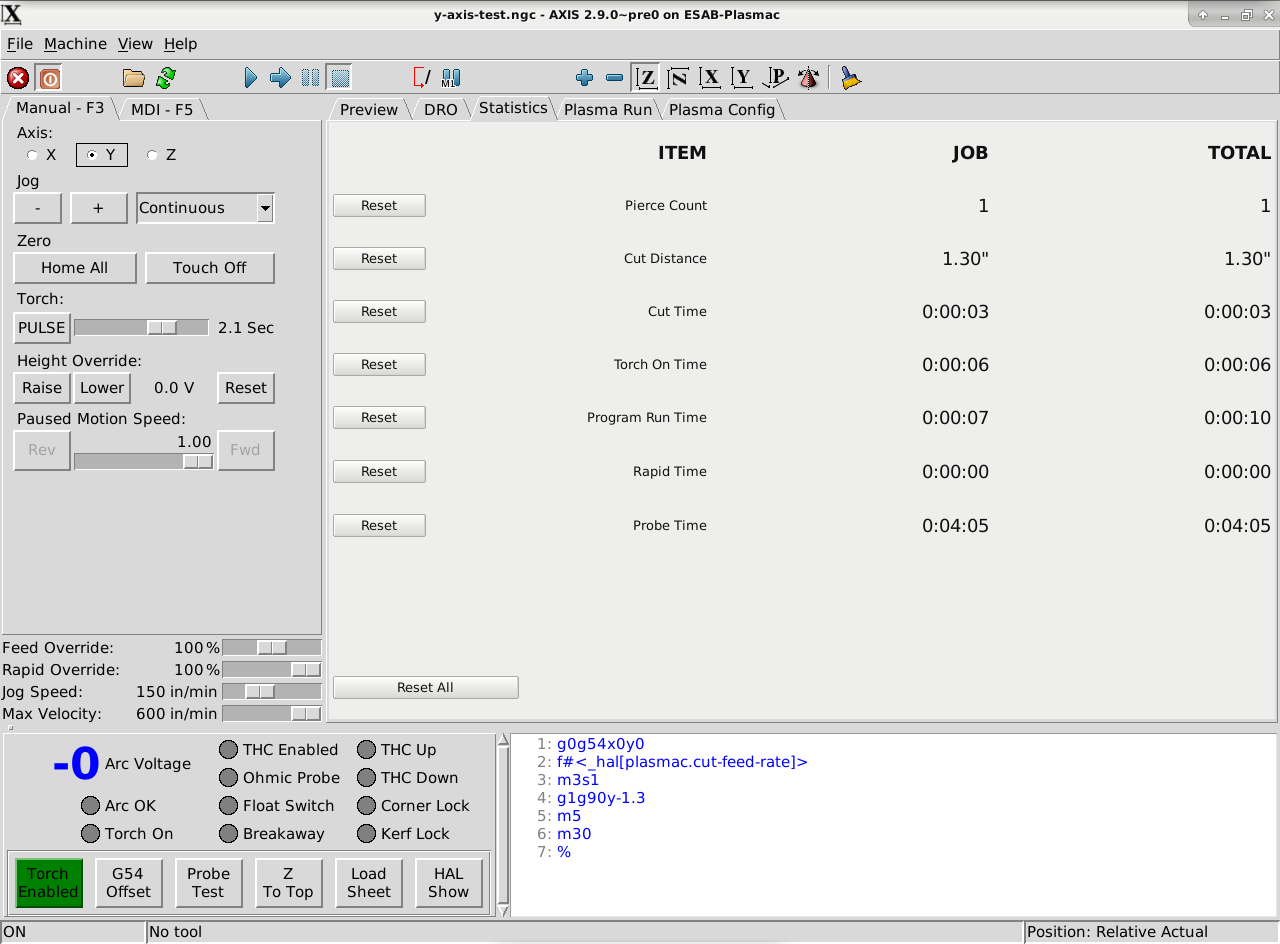
The latest version has an updated Statistics tab with figures per job and totalled plus run time and torch on time were added.
Please Log in or Create an account to join the conversation.
- rodw
-
- Offline
- Platinum Member
-
- Posts: 12047
- Thank you received: 4113
Well the good news is that the LinuxCNC buildbot now has PlasmaC in the master branch packages and the documents are now online as well, in both HTML and PDF format.
The latest version has an updated Statistics tab with figures per job and totalled plus run time and torch on time were added.
Awesome work, Phill, you should feel very proud of what you've achieved.
So does this mean you can build your plasma table now?
Please Log in or Create an account to join the conversation.
- phillc54
-
Topic Author
- Offline
- Platinum Member
-
- Posts: 5711
- Thank you received: 2100
It was my intention to have another crack at it tomorrow but the chief has other ideas...So does this mean you can build your plasma table now?
Please Log in or Create an account to join the conversation.
- mkardasi
- Offline
- Senior Member
-

- Posts: 48
- Thank you received: 18
Attachments:
Please Log in or Create an account to join the conversation.
- rodw
-
- Offline
- Platinum Member
-
- Posts: 12047
- Thank you received: 4113
Probe time runs continuously on my cfg, even when not running a program. I suppose I am the only one using Safe Height = 0 if that matters.
I think what most of us don't understand is the Z axis 0 position should be at the lowest point of travel.
The easiest way to do that is to jog your Z to the top of its, travel, note the absolute coordinates (say its 100mm) then touch off to 100mm
Then your safe height needs to be above the material (say 50mm) and maybe your probe height is say 20mm
Please Log in or Create an account to join the conversation.