Help with homing on dual axis PlasmaC
- phillc54
-

- Offline
- Platinum Member
-

- Posts: 5711
- Thank you received: 2100
Hmmm, I wonder if that may be causing some slight ripples I get on curved segments.Yes on stepper systems, not sure about servo, but since it is a step/dir system, chances are they have to be removed. They case instability/vibrations/errors on position tracking. I got used to just deleting them.
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-

- Offline
- Platinum Member
-
- Posts: 4753
- Thank you received: 1458
Please Log in or Create an account to join the conversation.
- rodw
-

- Offline
- Platinum Member
-
- Posts: 11986
- Thank you received: 4083
Hmmm, I wonder if that may be causing some slight ripples I get on curved segments.Yes on stepper systems, not sure about servo, but since it is a step/dir system, chances are they have to be removed. They case instability/vibrations/errors on position tracking. I got used to just deleting them.
How are your curves being generated? Are you sure they are not being generated as straight line segments in the gcode? I only just found the other day that there are some ini file settings that alter the trajectory planner behaviour..
Please Log in or Create an account to join the conversation.
- PCW
-

- Away
- Moderator
-

- Posts: 17957
- Thank you received: 5263
Hmmm, I wonder if that may be causing some slight ripples I get on curved segments.
If you have a very small following error setting, any significant stepgen errors should trigger a following error.
So setting very small ferror limits is suggested if you suspect a stepgen issue .Also plotting the ferror
with halscope can help diagnose stepgen issues.
Note that if you set a following error of less than maxvel*servo_period, a single dropped packet
will trigger a (bogus) following error. This can be avoided with some hal plumbing that fakes the
feedback position if a packet is lost This also prevents bogus velocity corrections in case of lost
packets, so improves the actual following error in that case.
The point of the max_error =0.0005 that pncconf inserts is to limit bogus stepgen velocity corrections
when there are large latencies. It has 2 problems:
1. Its a reasonable number for inch machines, but way too small for metric machines because
its so small that it will not allow enough velocity correction to accommodate LinuxCNC/ stepgen
hardware timing differences, leading to following errors.
2. Its redundant when the DPLL is used since host latency no longer has a first order effect on
the velocity correction. (because the stepgen position sampling time has typically less than 300 ns
of jitter when the DPLL is used)
Please Log in or Create an account to join the conversation.
- phillc54
-
- Offline
- Platinum Member
-
- Posts: 5711
- Thank you received: 2100
No, they are G2/G3 arcs. I originally thought they were from mechanical play but I have been through everything and I "think" the machine is nice and tight.
Hmmm, I wonder if that may be causing some slight ripples I get on curved segments.Yes on stepper systems, not sure about servo, but since it is a step/dir system, chances are they have to be removed. They case instability/vibrations/errors on position tracking. I got used to just deleting them.
How are your curves being generated? Are you sure they are not being generated as straight line segments in the gcode? I only just found the other day that there are some ini file settings that alter the trajectory planner behaviour..
Anyhow it seems it won't hurt if I comment them out so I may as well do that even though I haven't come across any errors.
I should try the a cut that shows this problem on the pi4 (2ms servo thread) and on the brix (1ms servo thread) and see if there is any difference.
Please Log in or Create an account to join the conversation.
- rodw
-
- Offline
- Platinum Member
-
- Posts: 11986
- Thank you received: 4083
Each motor is stepping slower on an arc than on a straight move becasue they are both contributing to the move. Could that drop them into a harmonic zone?
Your arc might be too tight to negotiate at cutting speed. This table might help understand whats going on re velocities on arcs if you refer to your acceleration settings
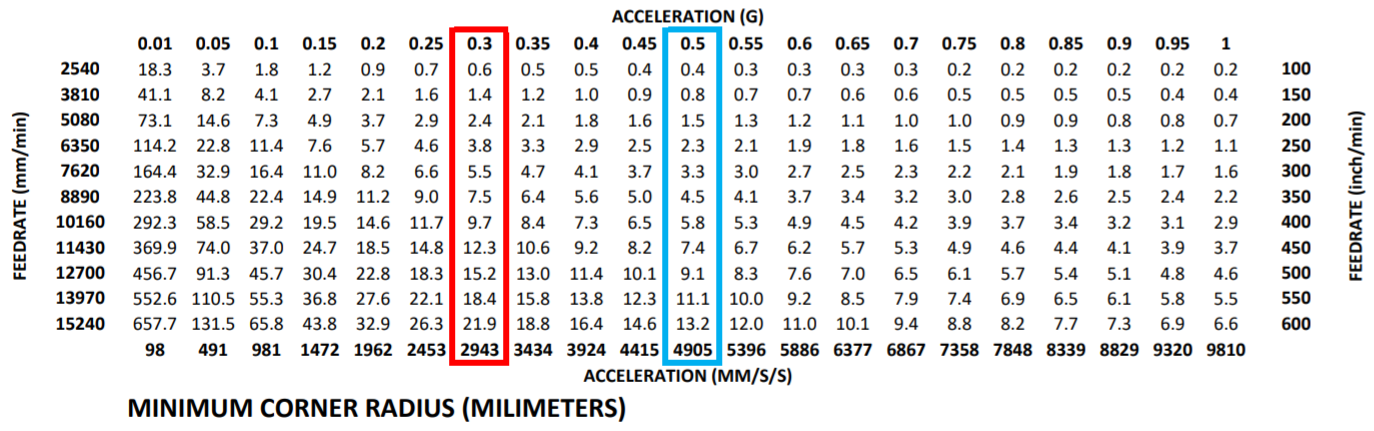
But if everything checks out, my bet would be that the G540's fixed 10:1 microstepping is not sufficient to smooth the motion. This diagram is from the Lam DS1076 manual and shows the difference in motion smoothness between 1/4 step 800 step/rev) on left and 1/128 step (25600 steps/rev) on the right. (The G540 is 2000 steps/rev)
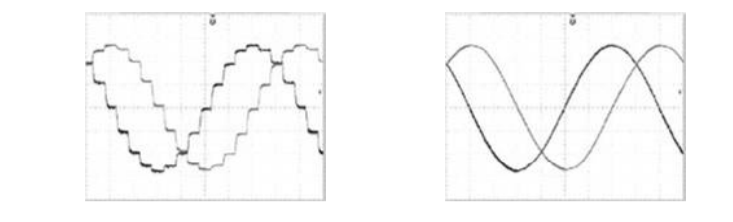
You can see how this could introduce inconsistent motion that might result in ripples in cuts.
On my old drives, I used 25x stepping (5000 steps/rev). I am still using that with the Lams but its on my to do list to increase that.
The limiting factor becomes the step length parameters but with the Lam's they can be shortened significantly.
I've never observed a reduction in torque with high step rate frequencies.
Attachments:
Please Log in or Create an account to join the conversation.
- phillc54
-
- Offline
- Platinum Member
-
- Posts: 5711
- Thank you received: 2100
rodw wrote: Your arc might be too tight to negotiate at cutting speed
Some of the arcs are quite large. I don't think the 10micro steps is an issue as when I had the G540 on my mill all the arcs from that were perfect.
I really do think it my resolution due to the GT3 belts and 16 tooth pulleys giving me 48mm of motion per rev. I just saw a mention in this thread and hoped (prayed) it may help this issue as I am trying to put off building some reduction sets. I guess I need to get off my butt and build them...
Please Log in or Create an account to join the conversation.
- snowgoer540
-

- Offline
- Moderator
-
- Posts: 2553
- Thank you received: 887
rodw wrote: Your arc might be too tight to negotiate at cutting speed
Some of the arcs are quite large. I don't think the 10micro steps is an issue as when I had the G540 on my mill all the arcs from that were perfect.
I really do think it my resolution due to the GT3 belts and 16 tooth pulleys giving me 48mm of motion per rev. I just saw a mention in this thread and hoped (prayed) it may help this issue as I am trying to put off building some reduction sets. I guess I need to get off my butt and build them...
Does commenting out that line with regard to stepper systems only count when there’s encoder feedback?
I’m in the same boat and get jagged edges on curves as well. Was trying to go direct drive with a .75” D.P. Spur gear, which gives me 2.355” per turn. I’m at 8 microsteps, but I’m wondering if I need to do a reduction as well to get rid of it.
Somewhere on here I read about the ideal length of travel per revolution (I think Tommylight was mentioning it), but I couldn’t find the thread again when I looked
 I wish I could remember what it was lol
I wish I could remember what it was lol Please Log in or Create an account to join the conversation.
- phillc54
-
- Offline
- Platinum Member
-
- Posts: 5711
- Thank you received: 2100
You cannot rely on microsteps to increase resolution. There were some good points made on a recent thread on the users mailing list, I'll see if I can find it.I’m in the same boat and get jagged edges on curves as well. Was trying to go direct drive with a .75” D.P. Spur gear, which gives me 2.355” per turn. I’m at 8 microsteps, but I’m wondering if I need to do a reduction as well to get rid of it.
EDIT: There is a lot of stuff to wade through but there are a couple of interesting tidbits in there:
www.mail-archive.com/emc-users@lists.sou...ge.net/msg81808.html
Please Log in or Create an account to join the conversation.
- snowgoer540
-
- Offline
- Moderator
-
- Posts: 2553
- Thank you received: 887
You cannot rely on microsteps to increase resolution. There were some good points made on a recent thread on the users mailing list, I'll see if I can find it.I’m in the same boat and get jagged edges on curves as well. Was trying to go direct drive with a .75” D.P. Spur gear, which gives me 2.355” per turn. I’m at 8 microsteps, but I’m wondering if I need to do a reduction as well to get rid of it.
EDIT: There is a lot of stuff to wade through but there are a couple of interesting tidbits in there:
www.mail-archive.com/emc-users@lists.sou...ge.net/msg81808.html
That's a lot of good info. Thank you for the link! It's amazing to me how many different places there are to talk about LinuxCNC, etc. Just tons of knowledge out there. I wish I could retain it all.
Back to the topic... I guess micro stepping is really just a way of toning down vibration and chunky movements? I legitimately always thought it was a means of increasing resolution. Maybe it's different for ballscrew machines?
I found the thread I was thinking of! It was Tommy who offered up the advice:
Tommy's post in thread
Please Log in or Create an account to join the conversation.