Rods "Spaceship" Scratch built Plasma Cutter build
- BigJohnT
-

- Offline
- Administrator
-

Less
More
- Posts: 3990
- Thank you received: 994
28 Dec 2016 21:17 #84823
by BigJohnT
Replied by BigJohnT on topic Rods "Spaceship" Scratch built Plasma Cutter build
Nice build! The only thing I did over on my plasma was to add a water table, I didn't quite do that right as I can't bring the water level up to the bottom of the sheet. The splashing water keeps the metal cool so it doesn't warp. If you need the recipe for the plasma quench holler.
I took a water heater tanks and placed it horizontal under my table and connected low pressure air to it and a dip tube to the table drain. Pressure forces the water up and I close the water valve then open the vent. After cutting is done I open the water valve and it all drains back.
JT
I took a water heater tanks and placed it horizontal under my table and connected low pressure air to it and a dip tube to the table drain. Pressure forces the water up and I close the water valve then open the vent. After cutting is done I open the water valve and it all drains back.
JT
The following user(s) said Thank You: rodw
Please Log in or Create an account to join the conversation.
- rodw
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

Less
More
- Posts: 12041
- Thank you received: 4109
30 Dec 2016 03:52 #84895
by rodw
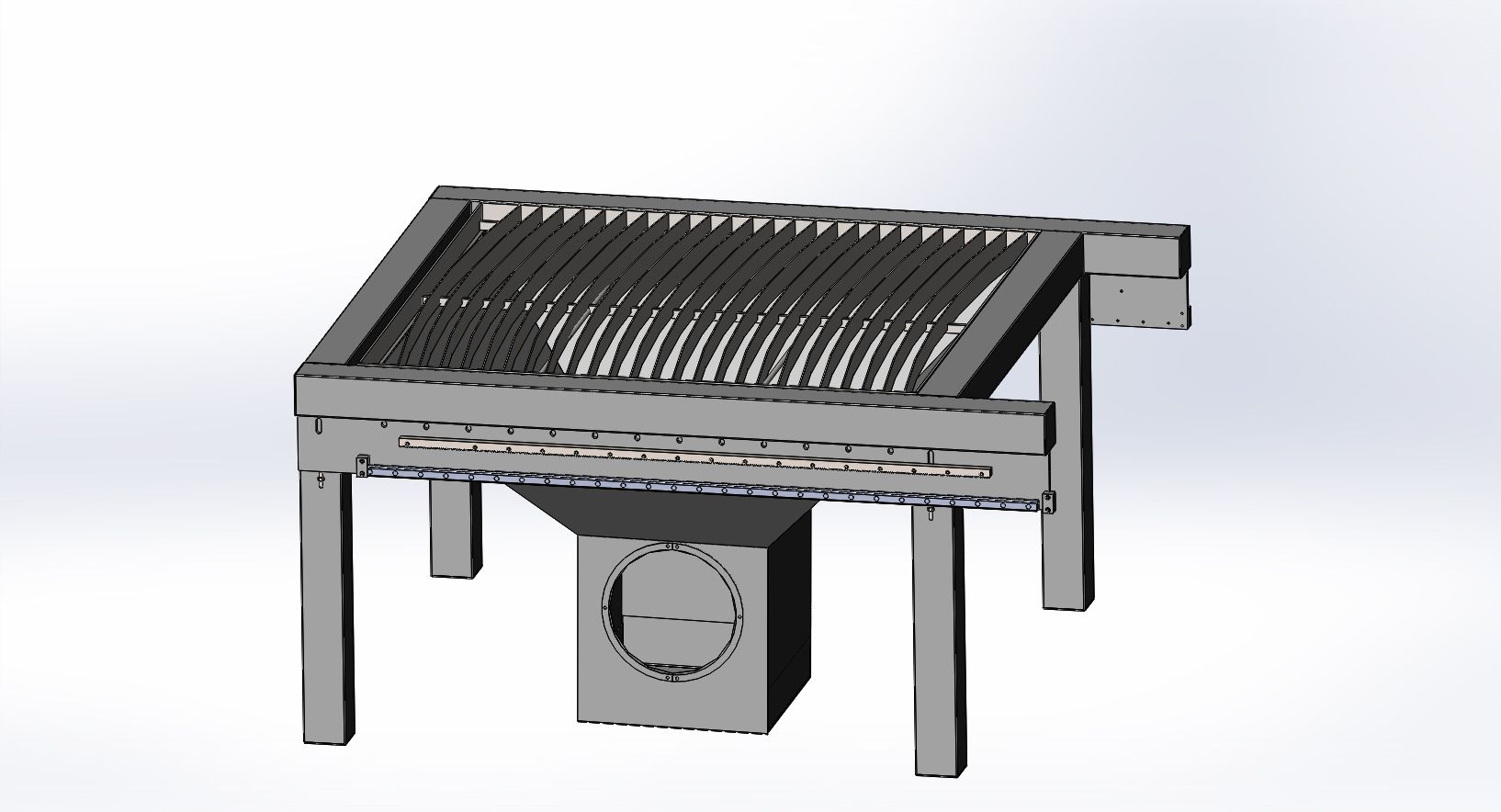
John, thanks for the encouragement. Its been a long time since I bought my Mesa hardware from you. Hopefully, it won't be long before this is built now! My downdraft design is still a work in progress, but I was planning on doing something like this a a drop in replacement for the water tray. There is a pull out drawer on the opposite side to clean out dross and scraps.
All of my motion parts arrived over the last few days and I finished modifying the gantry ends to mount them last night.
I bought these timing belt gearing mechanisms to save me having to make my own.
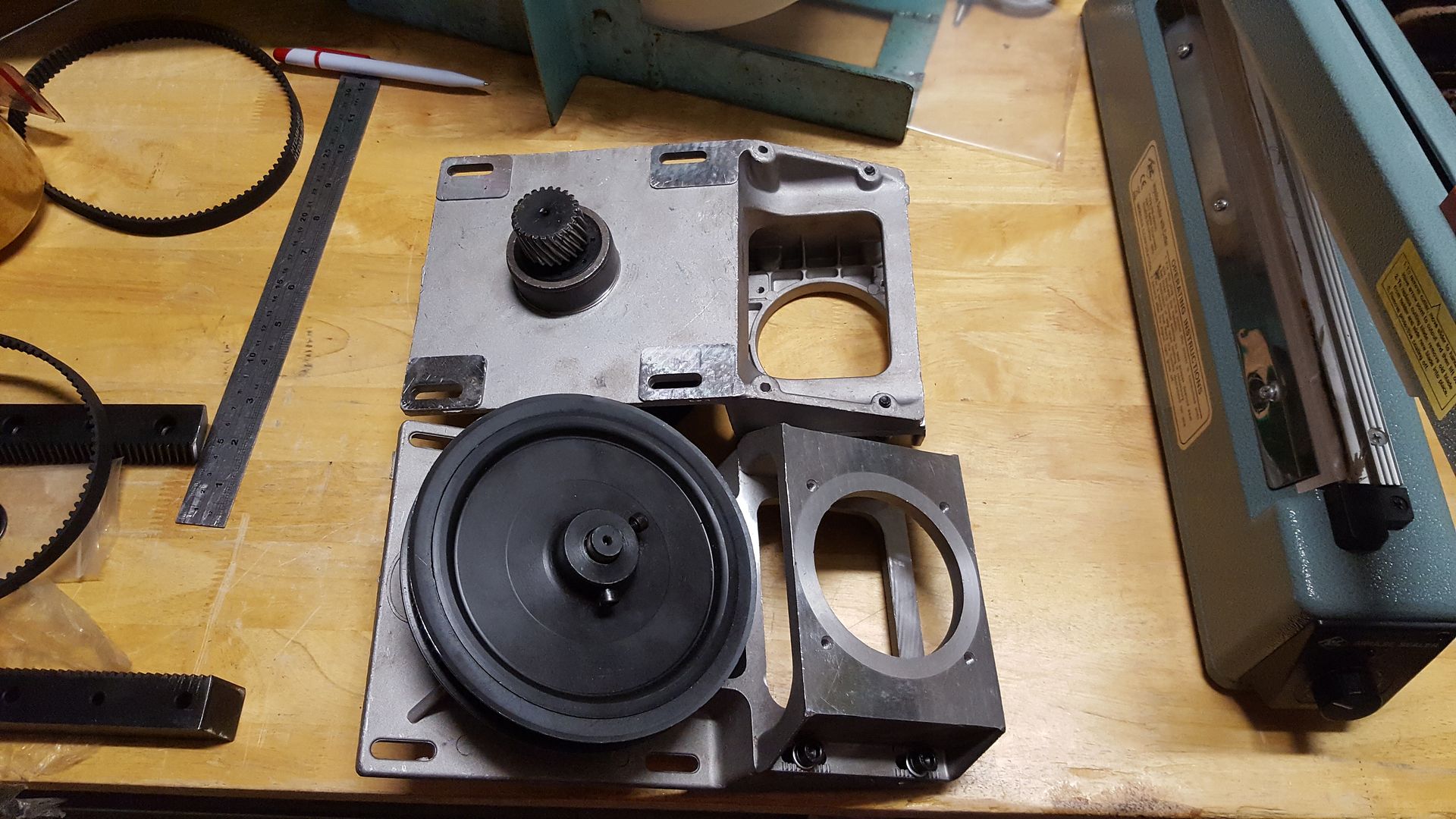
These run about 4:1 reduction for a NEMA 34 motor using a 1.5 module rack and pinion so they'll give about 27mm per rev.

You trust can't always trust Chinese listings. The listing said the supplied pinion drive was for 14mm shafts and a pinion with a 12.7mm bore was provided. This makes sourcing the right stepper motor harder as most in Australia are 14mm.
I did find one on Steppers on lIne with a 12mm shaft which at 3 amps would be a perfect match for the 2.8 amp NEMA23's I was going to use.Of course the other problem is that it had a machined flat on the shaft, not a keyway. If I go any higher on the amps, I'll run out of power and a larger power supply will be hard to shoehorn into my enclosure.
Replied by rodw on topic Rods "Spaceship" Scratch built Plasma Cutter build
BIgJohnT 28 Dec 2016 21:17
Nice build! The only thing I did over on my plasma was to add a water table,
John, thanks for the encouragement. Its been a long time since I bought my Mesa hardware from you. Hopefully, it won't be long before this is built now! My downdraft design is still a work in progress, but I was planning on doing something like this a a drop in replacement for the water tray. There is a pull out drawer on the opposite side to clean out dross and scraps.
All of my motion parts arrived over the last few days and I finished modifying the gantry ends to mount them last night.
I bought these timing belt gearing mechanisms to save me having to make my own.
These run about 4:1 reduction for a NEMA 34 motor using a 1.5 module rack and pinion so they'll give about 27mm per rev.
You trust can't always trust Chinese listings. The listing said the supplied pinion drive was for 14mm shafts and a pinion with a 12.7mm bore was provided. This makes sourcing the right stepper motor harder as most in Australia are 14mm.
I did find one on Steppers on lIne with a 12mm shaft which at 3 amps would be a perfect match for the 2.8 amp NEMA23's I was going to use.Of course the other problem is that it had a machined flat on the shaft, not a keyway. If I go any higher on the amps, I'll run out of power and a larger power supply will be hard to shoehorn into my enclosure.
Please Log in or Create an account to join the conversation.
- lincamx
- Offline
- Junior Member
-

Less
More
- Posts: 29
- Thank you received: 4
31 Dec 2016 03:34 - 31 Dec 2016 03:35 #84946
by lincamx
Replied by lincamx on topic Rods "Spaceship" Scratch built Plasma Cutter build
Nice build, I am building a plasma table for a 2ftx 4ft sheet of material. It started out to be a 4ft by 5ft and build it so I could scale it up, but I decided on a smaller foot print to start out with.
Do you mind shearing your ini and hal file.
I am trying to get your Estop and breakway working in my config, but it is not working, I can't get it out of Estop.
Thanks
Do you mind shearing your ini and hal file.
I am trying to get your Estop and breakway working in my config, but it is not working, I can't get it out of Estop.
Thanks
Last edit: 31 Dec 2016 03:35 by lincamx.
Please Log in or Create an account to join the conversation.
- rodw
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 12041
- Thank you received: 4109
31 Dec 2016 06:36 #84947
by rodw
Replied by rodw on topic Rods "Spaceship" Scratch built Plasma Cutter build
Thanks for the encouragement. I have not had the heart to tell my wife this machine has a footprint of 1800 x 1800.
I've attached my config files but they are not a working config but the input signals, limits and outputs are all working.
I've not been working on the config at all as I've been flat out getting the table design finalised so I can get some parts laser cut as soon as my suppliers get back to work in the new year.
Anyway, today, I signed off on the design (to myself). The only parts missing from the table design assembly are the wheels so I can move it around. I'll need to adjust the exhaust fan mount after I buy the fan.
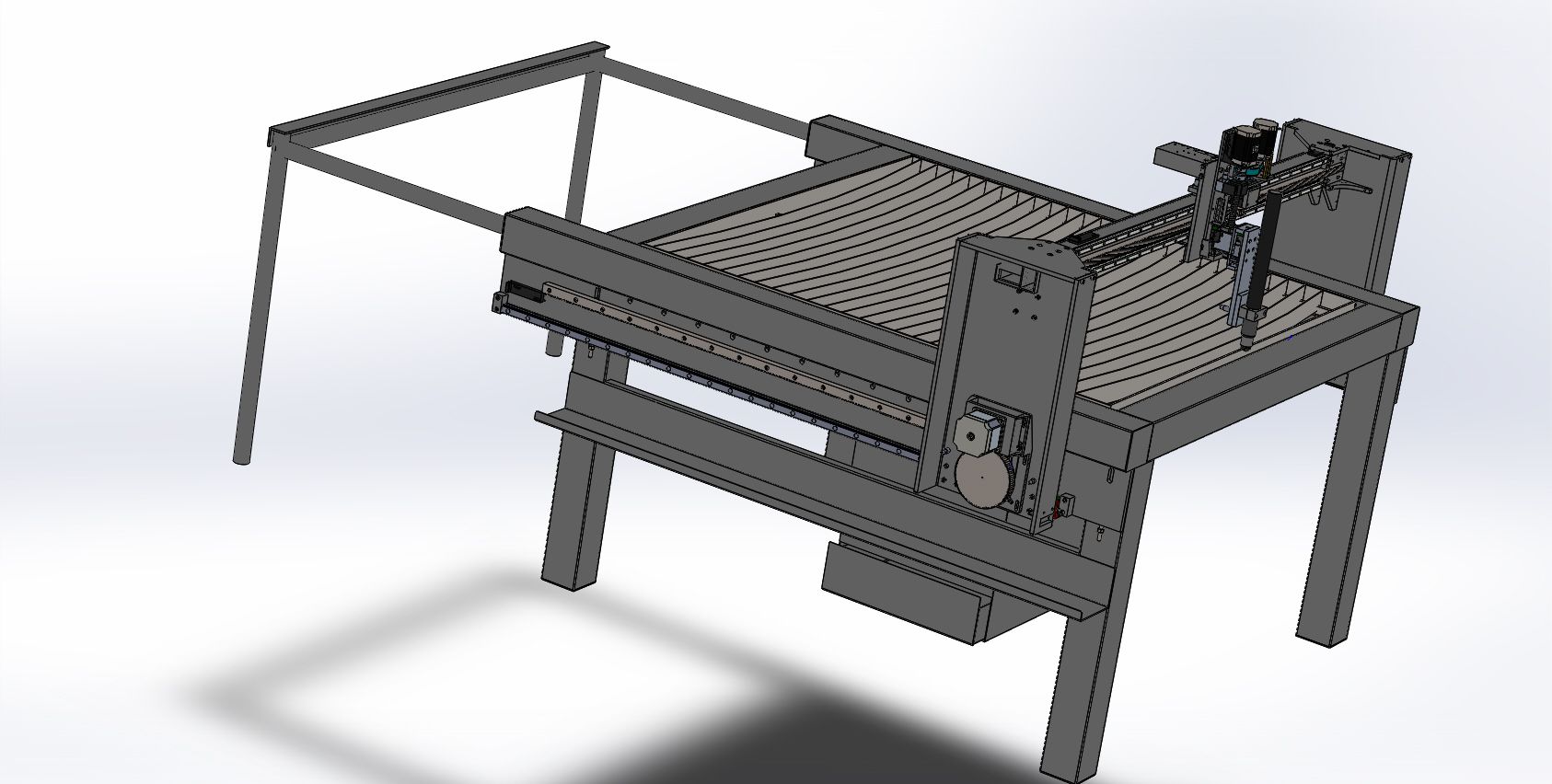
I think I remembered everything, home and limits, proximity switches, allow to route cables through the gantry ends, pull out material trestle to support a full sheet, shelf for drag chain and a heap of other little things. This will be a piece of cake in comparison to the gantry.
I've attached my config files but they are not a working config but the input signals, limits and outputs are all working.
I've not been working on the config at all as I've been flat out getting the table design finalised so I can get some parts laser cut as soon as my suppliers get back to work in the new year.
Anyway, today, I signed off on the design (to myself). The only parts missing from the table design assembly are the wheels so I can move it around. I'll need to adjust the exhaust fan mount after I buy the fan.
I think I remembered everything, home and limits, proximity switches, allow to route cables through the gantry ends, pull out material trestle to support a full sheet, shelf for drag chain and a heap of other little things. This will be a piece of cake in comparison to the gantry.
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19879
- Thank you received: 4643
01 Jan 2017 01:59 #84987
by andypugh
Do you have a lathe? You could bore out the pinion or turn-down the motor shaft.
If it is a two-shaft motor you can machine the shaft with it installed in the motor, just grip the rear extension and tape the wires up
If it's a single shaft motor then it might need to come apart. In that case do this somewhere low on metal swarf (bedroom?) and wrap the rotor in tape and plastic bags to keep it clean.
I did it with a servo motor (a rather more extreme mod, I removed the brake to make a servo shorter, and swapped the encoder for a resolver) bodgesoc.blogspot.co.uk/search/label/Hol...%20CNC%20Electronics
Replied by andypugh on topic Rods "Spaceship" Scratch built Plasma Cutter build
You trust can't always trust Chinese listings. The listing said the supplied pinion drive was for 14mm shafts and a pinion with a 12.7mm bore was provided. This makes sourcing the right stepper motor harder as most in Australia are 14mm.
Do you have a lathe? You could bore out the pinion or turn-down the motor shaft.
If it is a two-shaft motor you can machine the shaft with it installed in the motor, just grip the rear extension and tape the wires up
If it's a single shaft motor then it might need to come apart. In that case do this somewhere low on metal swarf (bedroom?) and wrap the rotor in tape and plastic bags to keep it clean.
I did it with a servo motor (a rather more extreme mod, I removed the brake to make a servo shorter, and swapped the encoder for a resolver) bodgesoc.blogspot.co.uk/search/label/Hol...%20CNC%20Electronics
Please Log in or Create an account to join the conversation.
- rodw
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 12041
- Thank you received: 4109
01 Jan 2017 05:23 #84996
by rodw
Andy, thanks, yes, I do have a lathe and it might come to that yet. The steppers with 12.7mm shafts I could find have shafts with machined flats and not keyways. I ordered a couple and a bigger power supply from Steppers Online. They say they will customises small quantities so I put a note on the order requesting steppers with keyways so I'll see what eventually turns up.
I guess you are enjoying cooler weather than I am. Its been hitting 40 degrees C here and my design PC is in an unairconditioned part of the house. I managed to remote into it from my air conditioned office to finish everything off. I spent the morning preparing 14 files to send out for lasercutting this morning. Talk about a boring job!
Hopefully, I'll be able to remote into my LinuxCNC box to play with configs the same way as the garage is hotter!
I'm not sending them the downdraft components just yet. I might change the design
Replied by rodw on topic Rods "Spaceship" Scratch built Plasma Cutter build
Do you have a lathe? You could bore out the pinion or turn-down the motor shaft.
Andy, thanks, yes, I do have a lathe and it might come to that yet. The steppers with 12.7mm shafts I could find have shafts with machined flats and not keyways. I ordered a couple and a bigger power supply from Steppers Online. They say they will customises small quantities so I put a note on the order requesting steppers with keyways so I'll see what eventually turns up.
I guess you are enjoying cooler weather than I am. Its been hitting 40 degrees C here and my design PC is in an unairconditioned part of the house. I managed to remote into it from my air conditioned office to finish everything off. I spent the morning preparing 14 files to send out for lasercutting this morning. Talk about a boring job!
Hopefully, I'll be able to remote into my LinuxCNC box to play with configs the same way as the garage is hotter!
I'm not sending them the downdraft components just yet. I might change the design
Please Log in or Create an account to join the conversation.
- rodw
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 12041
- Thank you received: 4109
03 Jan 2017 13:06 - 03 Jan 2017 13:07 #85141
by rodw
Replied by rodw on topic Rods "Spaceship" Scratch built Plasma Cutter build
Well, I got word from steppers online that they need a minimum order of 20 to get customised shafts so looks like I'll be using what they give me. They have shipped so I'll have them in a week.
I have been working on getting some MPG jog wheels working and nearly had heart failure tonight as I realised that the field inputs on my Mesa card had stopped working. In fact I had finished writing an email to BigJohnT when I thought I'd better check my Hal file. Turned out I had replaced a perfectly good command to load the Mesa driver with an invalid one. Rolled it back and everything worked again so I binned my draft email.
I also added a new wifi access point in my garage as the connectivity was a bit patchy.
Anyway, I ran out of time tonight to get any more done after these distractions.
I will document the MPG config once I finally work it out.
I have been working on getting some MPG jog wheels working and nearly had heart failure tonight as I realised that the field inputs on my Mesa card had stopped working. In fact I had finished writing an email to BigJohnT when I thought I'd better check my Hal file. Turned out I had replaced a perfectly good command to load the Mesa driver with an invalid one. Rolled it back and everything worked again so I binned my draft email.
I also added a new wifi access point in my garage as the connectivity was a bit patchy.
Anyway, I ran out of time tonight to get any more done after these distractions.
I will document the MPG config once I finally work it out.
Last edit: 03 Jan 2017 13:07 by rodw.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19879
- Thank you received: 4643
04 Jan 2017 13:25 #85202
by andypugh
If the pulleys are big enough you could bore them for Trantorque bushes, which are a superlative way to connect pulleys to shafts.
I used them on a Robotwars robot and we were one of the very few teams to have no trouble at all with sprockets coming loose on the 1kW motors we all used back then.
au.rs-online.com/web/p/keyless-bushes/0814950/
(But maybe shop around and try eBay for the same part, at that price)
Replied by andypugh on topic Rods "Spaceship" Scratch built Plasma Cutter build
Well, I got word from steppers online that they need a minimum order of 20 to get customised shafts so looks like I'll be using what they give me. They have shipped so I'll have them in a week.
If the pulleys are big enough you could bore them for Trantorque bushes, which are a superlative way to connect pulleys to shafts.
I used them on a Robotwars robot and we were one of the very few teams to have no trouble at all with sprockets coming loose on the 1kW motors we all used back then.
au.rs-online.com/web/p/keyless-bushes/0814950/
(But maybe shop around and try eBay for the same part, at that price)
The following user(s) said Thank You: rodw
Please Log in or Create an account to join the conversation.
- rodw
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 12041
- Thank you received: 4109
04 Jan 2017 21:06 #85252
by rodw
Andy, thanks they are very interesting but the pully hubs won't accommodate them. I'll keep them in mind as they look very handy.
Things are still moving ahead. The laser cutting price came in and scared me half to death at almost $2k but then again there is close to $400 for them to do all the thread tapping for the linear rails and racks to bolt onto. My mill with about 380mm X travel would struggle with parts 1800 long and I wanted to make sure none of the threaded holes were crooked. I also asked them for a quote to cut the SHS frame parts on their laser tube cutter as I couldn't work with an 8 metre length weighing 100 kg at home. I figured that would keep all the measurements identical. They wanted another $1k for this so I bettter get a quote on the material first.
I'm not going to see the parts until February due to Christmas closure.
On the LCNC front, I got a MPG jog wheel working on one axis yesterday. I've taken some photos and will post the code as its hard to find a clean example anywhere using the 7i76 encoder inputs. I was planning on running one each for X and Y but now Ive got my head around them, I'll probably add a switch on one so the Y MPG also does the Z axis. When I bought it, I thought it was amazing how many inputs the 7i76e had but it is amazing how they are filling up!
Replied by rodw on topic Rods "Spaceship" Scratch built Plasma Cutter build
If the pulleys are big enough you could bore them for Trantorque bushes, which are a superlative way to connect pulleys to shafts.
I used them on a Robotwars robot and we were one of the very few teams to have no trouble at all with sprockets coming loose on the 1kW motors we all used back then.
au.rs-online.com/web/p/keyless-bushes/0814950/
(But maybe shop around and try eBay for the same part, at that price)
Andy, thanks they are very interesting but the pully hubs won't accommodate them. I'll keep them in mind as they look very handy.
Things are still moving ahead. The laser cutting price came in and scared me half to death at almost $2k but then again there is close to $400 for them to do all the thread tapping for the linear rails and racks to bolt onto. My mill with about 380mm X travel would struggle with parts 1800 long and I wanted to make sure none of the threaded holes were crooked. I also asked them for a quote to cut the SHS frame parts on their laser tube cutter as I couldn't work with an 8 metre length weighing 100 kg at home. I figured that would keep all the measurements identical. They wanted another $1k for this so I bettter get a quote on the material first.
I'm not going to see the parts until February due to Christmas closure.
On the LCNC front, I got a MPG jog wheel working on one axis yesterday. I've taken some photos and will post the code as its hard to find a clean example anywhere using the 7i76 encoder inputs. I was planning on running one each for X and Y but now Ive got my head around them, I'll probably add a switch on one so the Y MPG also does the Z axis. When I bought it, I thought it was amazing how many inputs the 7i76e had but it is amazing how they are filling up!
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19879
- Thank you received: 4643
05 Jan 2017 01:44 #85264
by andypugh
I generally don't worry, and have very rarely had a tapped hole turn out crooked enough to notice. A cordless drill (perhaps surprisingly) works better than the hand tool.
For much less than $400 you can buy something like: www.grizzly.com/products/Hand-Tapping-Ma...m_source=grizzly.com and you have a useful tool when you are finished.
Replied by andypugh on topic Rods "Spaceship" Scratch built Plasma Cutter build
there is close to $400 for them to do all the thread tapping for the linear rails and racks to bolt onto. My mill with about 380mm X travel would struggle with parts 1800 long and I wanted to make sure none of the threaded holes were crooked.
I generally don't worry, and have very rarely had a tapped hole turn out crooked enough to notice. A cordless drill (perhaps surprisingly) works better than the hand tool.
For much less than $400 you can buy something like: www.grizzly.com/products/Hand-Tapping-Ma...m_source=grizzly.com and you have a useful tool when you are finished.
Please Log in or Create an account to join the conversation.
Time to create page: 0.488 seconds