Rods "Spaceship" Scratch built Plasma Cutter build
- rodw
-
 Topic Author
Topic Author
- Away
- Platinum Member
-

Less
More
- Posts: 12024
- Thank you received: 4100
24 Feb 2017 09:37 #88574
by rodw
Replied by rodw on topic Rods "Spaceship" Scratch built Plasma Cutter build
Well, I've not done much during the week other than tweak a few drawings for laser cut parts. I have been volunteered to help move somebody over the weekend so I won't be building the table this weekend.
I bought these casters rated for 330 kgs each. 1.32 tonne load carrying should do it!
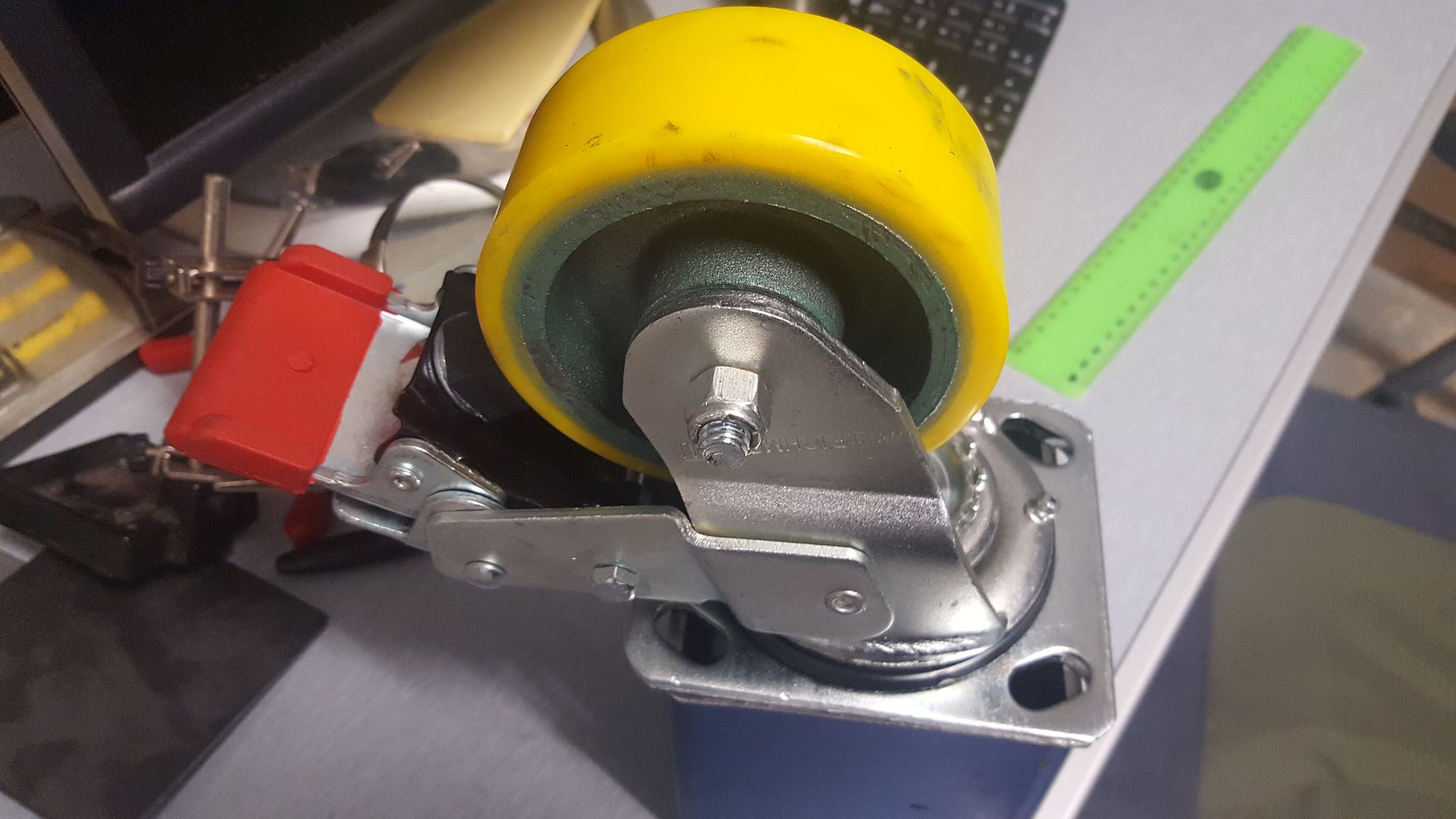
I have heard that casters are not a good thing on plasma cutters as they can wiggle. I hope that a 400kg+ sturdily built table won't let it wiggle too much! There is no play in the bearings but there is some play in the turntable bearing race. My backup plan is to have some adjustable legs tucked away in the centre of the legs behind the casters. I did look at offsetting the casters so the mounting legs could live on the table with the casters. I decided that a 300 mm offset caster mounting plate to get clearance for the brake was not a viable design..
Work kindly donated some M30x2 threaded rod for the adjustable feet today, so that should qualify for a sturdy foot!

Also some time ago, I mentioned I had bought a Motorguard "toilet roll" air filter which are often used in conjunction with plasma cutters.

and today this air filter dryer arrived complete with a couple of packets of dessicant. It ahs a regulator/filter, a coalescent filter and then a dessicant stage.

So I am hoping that if I place the Motorguard filter after the dessicant, I should have a pretty high quality dry and clean air source entering the plasma. I just have to work out how to mount this stuff on the table somewhere.
As I said before, progress continues but sorting the detail takes time.
I bought these casters rated for 330 kgs each. 1.32 tonne load carrying should do it!
I have heard that casters are not a good thing on plasma cutters as they can wiggle. I hope that a 400kg+ sturdily built table won't let it wiggle too much! There is no play in the bearings but there is some play in the turntable bearing race. My backup plan is to have some adjustable legs tucked away in the centre of the legs behind the casters. I did look at offsetting the casters so the mounting legs could live on the table with the casters. I decided that a 300 mm offset caster mounting plate to get clearance for the brake was not a viable design..
Work kindly donated some M30x2 threaded rod for the adjustable feet today, so that should qualify for a sturdy foot!
Also some time ago, I mentioned I had bought a Motorguard "toilet roll" air filter which are often used in conjunction with plasma cutters.
and today this air filter dryer arrived complete with a couple of packets of dessicant. It ahs a regulator/filter, a coalescent filter and then a dessicant stage.
So I am hoping that if I place the Motorguard filter after the dessicant, I should have a pretty high quality dry and clean air source entering the plasma. I just have to work out how to mount this stuff on the table somewhere.
As I said before, progress continues but sorting the detail takes time.
Please Log in or Create an account to join the conversation.
- rodw
-
Topic Author
- Away
- Platinum Member
-
Less
More
- Posts: 12024
- Thank you received: 4100
02 Mar 2017 08:45 #88862
by rodw
Replied by rodw on topic Rods "Spaceship" Scratch built Plasma Cutter build
I have a question, I hope somebody has the answer on. What airflow is required for a 1200 x 1200 (4 x 4) downdraft plasma table?
The reason I ask is that I saw a very cheap welding fume extractor today that has 390 M3 per hour air flow. They want about 25% of new price. It missing a pressure sensor but I've identified the part which is only USD $25 so I should be able to get it going. I figured it would be nice to have the 5 stage filter to keep things clean but I suspect the airflow is not enough. I guess I could break the table up into zones.
Any thoughts would be appreciated.
The reason I ask is that I saw a very cheap welding fume extractor today that has 390 M3 per hour air flow. They want about 25% of new price. It missing a pressure sensor but I've identified the part which is only USD $25 so I should be able to get it going. I figured it would be nice to have the 5 stage filter to keep things clean but I suspect the airflow is not enough. I guess I could break the table up into zones.
Any thoughts would be appreciated.
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-

- Away
- Platinum Member
-
Less
More
- Posts: 4759
- Thank you received: 1461
02 Mar 2017 14:33 #88877
by Todd Zuercher
Replied by Todd Zuercher on topic Rods "Spaceship" Scratch built Plasma Cutter build
I think it will depend a lot on how much of your table is usually covered. I would think that if most of the table is covered so that air velocity around the piece is good, it should be adequate. (but I really have no experience or knowledge on the subject.)
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-

Less
More
- Posts: 21734
- Thank you received: 7425
02 Mar 2017 15:24 #88880
by tommylight
Replied by tommylight on topic Rods "Spaceship" Scratch built Plasma Cutter build
Just geting one installed on a 3x2m table, will report back on how it does.
Please Log in or Create an account to join the conversation.
- rodw
-
Topic Author
- Away
- Platinum Member
-
Less
More
- Posts: 12024
- Thank you received: 4100
02 Mar 2017 22:53 #88903
by rodw
Replied by rodw on topic Rods "Spaceship" Scratch built Plasma Cutter build
Thanks guys. I found the pressure switch manufacturer has a branch in Australia. I called them and they can get it in from the US in a couple of weeks. From what I can work out, it must sense a blocked filter so it could be bypassed for a while. I might try and grab it if it is still there.
Please Log in or Create an account to join the conversation.
- rodw
-
Topic Author
- Away
- Platinum Member
-
Less
More
- Posts: 12024
- Thank you received: 4100
03 Mar 2017 10:00 #88918
by rodw
Replied by rodw on topic Rods "Spaceship" Scratch built Plasma Cutter build
Well, I grabbed this today from Hare and Forbes.

They had it listed for $500 and I asked them if they'd take $400 from a good customer of long standing and they said Yes!
www.machineryhouse.com.au/W270
List price is $1925 and its still a current model so for the sake of a $66 switch, it was not a bad buy. I figure if I can't use it on the plasma table, I should be able to get my money back on it. It would cost more than $400 to replace the filters. I think for this to have enough suck, it needs to work around segments somehow. Perhaps I can mount the inlet to the side of the gantry somehow so it tracks the torch.
I won't get much done this weekend, my wife is dragging me off to an Adele concert tomorrow.
They had it listed for $500 and I asked them if they'd take $400 from a good customer of long standing and they said Yes!
www.machineryhouse.com.au/W270
List price is $1925 and its still a current model so for the sake of a $66 switch, it was not a bad buy. I figure if I can't use it on the plasma table, I should be able to get my money back on it. It would cost more than $400 to replace the filters. I think for this to have enough suck, it needs to work around segments somehow. Perhaps I can mount the inlet to the side of the gantry somehow so it tracks the torch.
I won't get much done this weekend, my wife is dragging me off to an Adele concert tomorrow.
Please Log in or Create an account to join the conversation.
- tommylight
-
- Away
- Moderator
-
Less
More
- Posts: 21734
- Thank you received: 7425
03 Mar 2017 14:44 #88929
by tommylight
Replied by tommylight on topic Rods "Spaceship" Scratch built Plasma Cutter build
Well we installed a fan yesterday, and it does the job nicely. I asked the guys who installed it and they told me it does 5500 cubic meters per minute, i assume it does around 1500.
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-
- Away
- Platinum Member
-
Less
More
- Posts: 4759
- Thank you received: 1461
03 Mar 2017 14:57 #88931
by Todd Zuercher
Replied by Todd Zuercher on topic Rods "Spaceship" Scratch built Plasma Cutter build
I hope I haven't mislead you. That looks a lot smaller than I'd envisioned. Looks about like the small smoke collectors we use with our little laser engraving machines.
Please Log in or Create an account to join the conversation.
- rodw
-
Topic Author
- Away
- Platinum Member
-
Less
More
- Posts: 12024
- Thank you received: 4100
03 Mar 2017 20:48 #88954
by rodw
Replied by rodw on topic Rods "Spaceship" Scratch built Plasma Cutter build
Thanks guys.
Not at all. I knew what I was getting in to. This style does 3600 m3/hour and from all I've read is pretty well sized for a table my size in relation to air flow:
www.machineryhouse.com.au/F050.but of course it does not filter the air. I have thought of gutting the filter I just bought and mounting one of these to it.
So I was thinking about breaking the table up into zones like they do on big commercial tables.
Last night I found HVAC damper valves that look like this that look pretty easy to make. They say smaller ones only use 1 ram.
I poked around on eBay and 100mm air rams cost about $5 and the solenoids are about $12 so it would not be not too expensive
So I was envisaging a duct down one side with a series of pneumatic damper valves positioned along it. Then it would be just a matter of opening and shutting a valve based on the position the torch was positioned along the axis parallel to the duct in a way that only one valve was opened at a time.
So my next question is back to LinuxCNC.How could I enable an output when the X axis is positioned between say 400-600 machine units from the origin to turn on the solenoid?
I hope I haven't mislead you. That looks a lot smaller than I'd envisioned. Looks about like the small smoke collectors we use with our little laser engraving machines.
Not at all. I knew what I was getting in to. This style does 3600 m3/hour and from all I've read is pretty well sized for a table my size in relation to air flow:
www.machineryhouse.com.au/F050.but of course it does not filter the air. I have thought of gutting the filter I just bought and mounting one of these to it.
So I was thinking about breaking the table up into zones like they do on big commercial tables.
Last night I found HVAC damper valves that look like this that look pretty easy to make. They say smaller ones only use 1 ram.
I poked around on eBay and 100mm air rams cost about $5 and the solenoids are about $12 so it would not be not too expensive
So I was envisaging a duct down one side with a series of pneumatic damper valves positioned along it. Then it would be just a matter of opening and shutting a valve based on the position the torch was positioned along the axis parallel to the duct in a way that only one valve was opened at a time.
So my next question is back to LinuxCNC.How could I enable an output when the X axis is positioned between say 400-600 machine units from the origin to turn on the solenoid?
Please Log in or Create an account to join the conversation.
- tommylight
-
- Away
- Moderator
-
Less
More
- Posts: 21734
- Thank you received: 7425
03 Mar 2017 21:25 #88959
by tommylight
Replied by tommylight on topic Rods "Spaceship" Scratch built Plasma Cutter build
That 3600 m3/hour is 60m3/minute so not much.
Ours does wayyyy more and is much bigger, but i will take some pictures tomorrow and post them here.
If, and only If you keep the table covered all the time, it will do just fine, not an easy task while cutting.
Regards,
Tom
Ours does wayyyy more and is much bigger, but i will take some pictures tomorrow and post them here.
If, and only If you keep the table covered all the time, it will do just fine, not an easy task while cutting.
Regards,
Tom
Please Log in or Create an account to join the conversation.
Time to create page: 0.130 seconds