5Axis Kinetic from 2.8 on 2.7x
- JackRay
- Offline
- Elite Member
-

Less
More
- Posts: 226
- Thank you received: 14
10 Sep 2020 08:21 #181581
by JackRay
Replied by JackRay on topic 5Axis Kinetic from 2.8 on 2.7x
External contacts have no effect on the machine.The machine moves manually (with the + - buttons on the interface) without problem on all axes.
all limit switches / zero point measurement / tool length measurement / emergency stop all return a signal in the "hal" but without any effect on the machine.
on my version 2.7.14 it works without problem, I could not remove the stop button without the machine being on.
thank you
all limit switches / zero point measurement / tool length measurement / emergency stop all return a signal in the "hal" but without any effect on the machine.
on my version 2.7.14 it works without problem, I could not remove the stop button without the machine being on.
thank you
Please Log in or Create an account to join the conversation.
- Aciera
-

- Offline
- Administrator
-

Less
More
- Posts: 4734
- Thank you received: 2121
10 Sep 2020 08:36 #181582
by Aciera
Replied by Aciera on topic 5Axis Kinetic from 2.8 on 2.7x
Have you read my second post?
Please Log in or Create an account to join the conversation.
- JackRay
- Offline
- Elite Member
-
Less
More
- Posts: 226
- Thank you received: 14
10 Sep 2020 09:27 #181591
by JackRay
Replied by JackRay on topic 5Axis Kinetic from 2.8 on 2.7x
No i don't know to received
Please Log in or Create an account to join the conversation.
- JackRay
- Offline
- Elite Member
-
Less
More
- Posts: 226
- Thank you received: 14
10 Sep 2020 10:24 #181604
by JackRay
Replied by JackRay on topic 5Axis Kinetic from 2.8 on 2.7x
I made the connections, but I have a configuration problem.
Here is the message
Thank
Here is the message
Thank
Please Log in or Create an account to join the conversation.
- JackRay
- Offline
- Elite Member
-
Less
More
- Posts: 226
- Thank you received: 14
10 Sep 2020 11:07 #181611
by JackRay
Replied by JackRay on topic 5Axis Kinetic from 2.8 on 2.7x
to all ,
I share my two .hal / .ini files where the positioned 5-axis configuration works perfectly with (emergency stop / limit switch / reference point).
I would like to thank you all for your help and especially Aciera who had a lot of patience with me. I will therefore continue with the xyzac-trt-kins to make a machine with 5 simultaneous axes.
thanks a lot for your help
I share my two .hal / .ini files where the positioned 5-axis configuration works perfectly with (emergency stop / limit switch / reference point).
I would like to thank you all for your help and especially Aciera who had a lot of patience with me. I will therefore continue with the xyzac-trt-kins to make a machine with 5 simultaneous axes.
thanks a lot for your help
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
Less
More
- Posts: 4734
- Thank you received: 2121
10 Sep 2020 11:17 #181613
by Aciera
Replied by Aciera on topic 5Axis Kinetic from 2.8 on 2.7x
Glad you got it working.
Please Log in or Create an account to join the conversation.
- JackRay
- Offline
- Elite Member
-
Less
More
- Posts: 226
- Thank you received: 14
10 Sep 2020 19:55 #181674
by JackRay
Replied by JackRay on topic 5Axis Kinetic from 2.8 on 2.7x
Good evening
I have configured my .hal & .ini files. or I included the loading of the module "xyzac-trt-kins" + connections to the HAL (length compensation in "z"), and I do not understand the behavior of my machine.
with each movement of axes a message announces that I will exceed the limits in positive or negative ...
I used a G54 to make my zero machine.
frankly I don't understand much.
if you have any tips?
thank you
I have configured my .hal & .ini files. or I included the loading of the module "xyzac-trt-kins" + connections to the HAL (length compensation in "z"), and I do not understand the behavior of my machine.
with each movement of axes a message announces that I will exceed the limits in positive or negative ...
I used a G54 to make my zero machine.
frankly I don't understand much.
if you have any tips?
thank you
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
Less
More
- Posts: 4734
- Thank you received: 2121
11 Sep 2020 04:52 - 11 Sep 2020 05:35 #181719
by Aciera
Replied by Aciera on topic 5Axis Kinetic from 2.8 on 2.7x
Limits are the values you entered in the ini file for each axis/joint. That is independent on where you zero the axis only on the home position and the length of travel possible for each joint/axis. Of course you will want to setup your workpiece so that there is enough space for the machine to move.
The contoller will try to move the tool in a position where the TCP follows the part being rotated. Depending on your pivot lenghts and tool lenght that may well exeed your limits.
Have you set up your pivot distances correctly?
[edit]
best approach might be to start with the rotary table and just leave the tilting table at 0. As you rotate the rotary you should see the tool folowing the table.
Maybe have a look here:
forum.linuxcnc.org/10-advanced-configura...nematics-x?start=270
forum.linuxcnc.org/media/kunena/attachme.../5-axis-machines.pdf
The contoller will try to move the tool in a position where the TCP follows the part being rotated. Depending on your pivot lenghts and tool lenght that may well exeed your limits.
Have you set up your pivot distances correctly?
[edit]
best approach might be to start with the rotary table and just leave the tilting table at 0. As you rotate the rotary you should see the tool folowing the table.
Maybe have a look here:
forum.linuxcnc.org/10-advanced-configura...nematics-x?start=270
forum.linuxcnc.org/media/kunena/attachme.../5-axis-machines.pdf
Last edit: 11 Sep 2020 05:35 by Aciera. Reason: Clarifications
Please Log in or Create an account to join the conversation.
- JackRay
- Offline
- Elite Member
-
Less
More
- Posts: 226
- Thank you received: 14
11 Sep 2020 06:24 #181724
by JackRay
Replied by JackRay on topic 5Axis Kinetic from 2.8 on 2.7x
ok thanks i will try. I can understand through your messages that the more the pivot offset and important as well as the length of the tools, it will take longer strokes on the 3 axes "xyz".
thank you
thank you
Please Log in or Create an account to join the conversation.
- JackRay
- Offline
- Elite Member
-
Less
More
- Posts: 226
- Thank you received: 14
11 Sep 2020 09:21 #181740
by JackRay
Replied by JackRay on topic 5Axis Kinetic from 2.8 on 2.7x
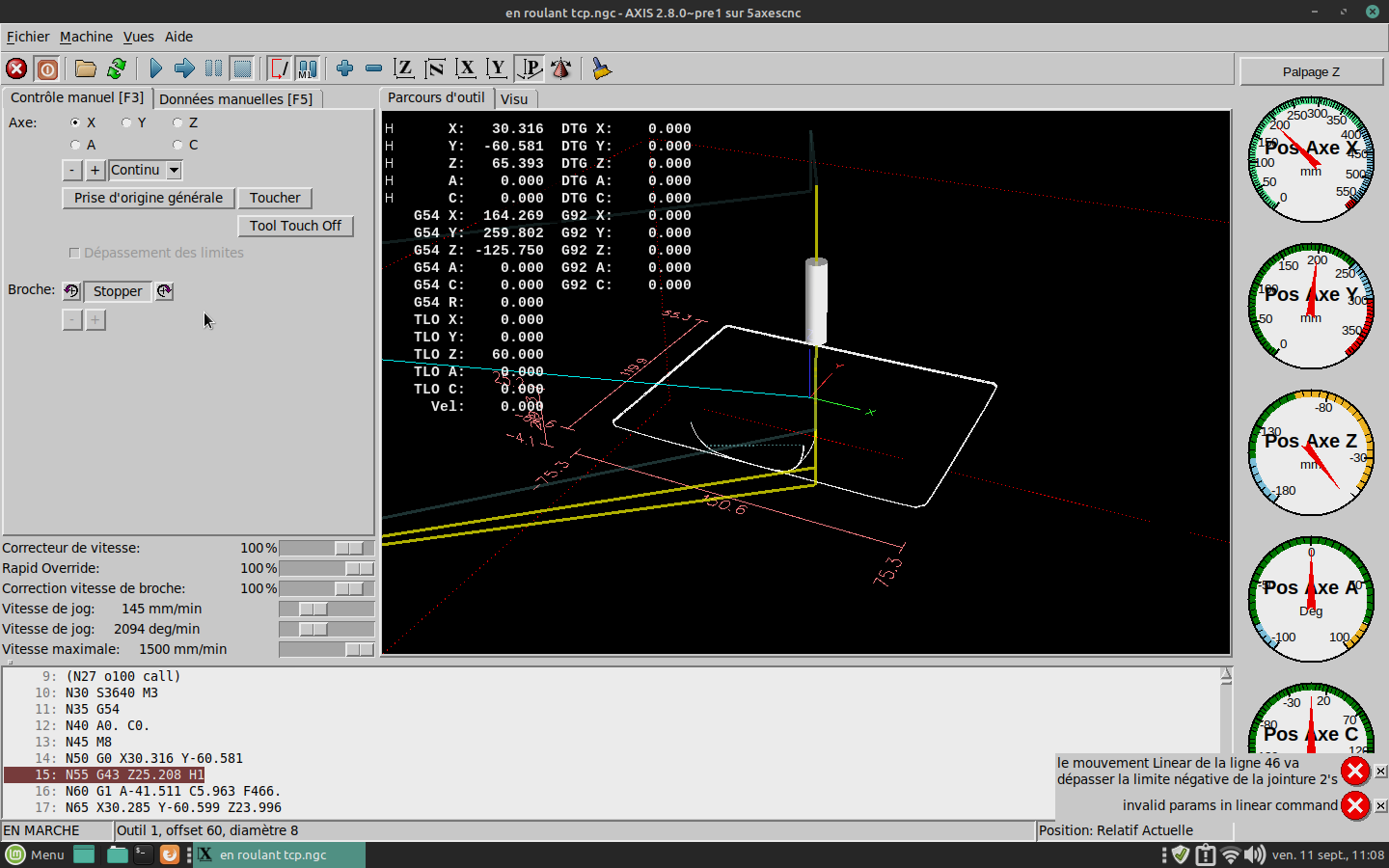
Despite the changes made to my .hal / .ini files I cannot get it to work. still a joint problem on the "z" axis despite changes in tool length or offset of the pivot point.
help please.
thank you
help please.
thank you
Please Log in or Create an account to join the conversation.
Time to create page: 0.211 seconds