Time to setup my lathe with 7i76e
- tecno
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

Less
More
- Posts: 1850
- Thank you received: 127
08 Dec 2017 13:18 #102770
by tecno
Replied by tecno on topic Time to setup my lathe with 7i76e
Have had some issues with Home/Limit switches and today at last I've found what was wrong.
This lathe has original switches from 70's and have been working with 2 different systems.
Now when powering up I lost my field voltage due to short to GND. 4-pin connector with 1 grounded to chassis, it took some time to find out what was going on, and of course this all is in the most inconvenient place on the lathe with screws that can not be seen etc. Now that I have found this I am going fix all and hopefully I will be setting up the lathe during this weekend.
Cheers from this old fart suffering again from these bloody kidney stones.
This lathe has original switches from 70's and have been working with 2 different systems.
Now when powering up I lost my field voltage due to short to GND. 4-pin connector with 1 grounded to chassis, it took some time to find out what was going on, and of course this all is in the most inconvenient place on the lathe with screws that can not be seen etc. Now that I have found this I am going fix all and hopefully I will be setting up the lathe during this weekend.
Cheers from this old fart suffering again from these bloody kidney stones.
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
09 Dec 2017 17:31 #102833
by tecno
Replied by tecno on topic Time to setup my lathe with 7i76e
So now I have managed to power up the lathe with all home/limit switch errors solved and AC relay as well.
Following I/O to be solved + Steppers and VFD (No encoders on X/Z - Spindle no encoder to start with will be installed shortly)
Note!! this is the 7i76e with busted spindle encoder input. Encoders are pre wired for X/Z so spindle encoder is now 3rd input on 7i85s.
Anybody out there that would like to give some help/pointers.
Following I/O to be solved + Steppers and VFD (No encoders on X/Z - Spindle no encoder to start with will be installed shortly)
Note!! this is the 7i76e with busted spindle encoder input. Encoders are pre wired for X/Z so spindle encoder is now 3rd input on 7i85s.
# external output signals
# enable
setp hm2_7i76e.0.7i76.0.0.output-15 TRUE
# E-stop out (relay output is NC)
setp hm2_7i76e.0.7i76.0.0.output-13
# Coolant
setp hm2_7i76e.0.7i76.0.0.output-12
# external input signals
# --- BOTH-HOME-Z ---
net both-home-z <= hm2_7i76e.0.7i76.0.0.input-29-not
# --- BOTH-HOME-X ---
net both-home-x <= hm2_7i76e.0.7i76.0.0.input-30-not
# --- ESTOP-EXT ---
net estop-ext <= hm2_7i76e.0.7i76.0.0.input-31Anybody out there that would like to give some help/pointers.
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
09 Dec 2017 17:35 #102834
by tecno
Replied by tecno on topic Time to setup my lathe with 7i76e
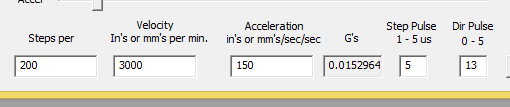
Here some numbers that was set in Mach3
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
10 Dec 2017 14:25 #102868
by tecno
Have been editing a bit between my kindey stone pains, Can somebody have a look if it looks OK now?
Cheers
Bengt
Replied by tecno on topic Time to setup my lathe with 7i76e
Have been editing a bit between my kindey stone pains, Can somebody have a look if it looks OK now?
Cheers
Bengt
Please Log in or Create an account to join the conversation.
- rodw
-

- Offline
- Platinum Member
-
Less
More
- Posts: 12047
- Thank you received: 4113
10 Dec 2017 20:21 #102878
by rodw
Replied by rodw on topic Time to setup my lathe with 7i76e
I know nothing about Mach, but it looks like your acceleration and velocity settings are different in your .ini file than the screen dump. Remember that LinuxCNC reports velocity in mm/sec so make sure you convert from mm/min
I'd increase my ini file settings to agree with what you were using in Mach to start with. The 7i76e should be able to let you increase these without loosing steps so you may like to experiment with increasing these values once you have a working system.
I'd increase my ini file settings to agree with what you were using in Mach to start with. The 7i76e should be able to let you increase these without loosing steps so you may like to experiment with increasing these values once you have a working system.
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
10 Dec 2017 20:48 #102879
by tecno
Replied by tecno on topic Time to setup my lathe with 7i76e
Hi Rod, thanks for that one I obliviously missed.
Cheers
Bengt
Cheers
Bengt
The following user(s) said Thank You: rodw
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
11 Dec 2017 17:31 #102912
by tecno
Replied by tecno on topic Time to setup my lathe with 7i76e
So, I got axis moving and both jog in right direction with arrow keys on keyboard.
Both homes correctly, but after homeing I cannot jog X-axis as the limit switch trips.
Next issue is that I get no spindle movement at all.
forum.linuxcnc.org/39-pncconf/33451-time...he-with-7i76e#101025
Is there something wrong in my hal for the spindle setup?
Cheers
Bengt
Both homes correctly, but after homeing I cannot jog X-axis as the limit switch trips.
Next issue is that I get no spindle movement at all.
forum.linuxcnc.org/39-pncconf/33451-time...he-with-7i76e#101025
Is there something wrong in my hal for the spindle setup?
Cheers
Bengt
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-

- Away
- Platinum Member
-
Less
More
- Posts: 4764
- Thank you received: 1464
11 Dec 2017 17:49 - 11 Dec 2017 18:02 #102914
by Todd Zuercher
Replied by Todd Zuercher on topic Time to setup my lathe with 7i76e
You should add a line in your ini file for each axis with HOME = N. Where N is some number that will move that axis off of the limit switch.
Right now you have HOME_OFFSET = 5.0. So setting HOME = 4.0 should move the X 1mm off of your limit.
If the problem isn't that the axis is stopped in a position that is triggering your limit switch, but that you are getting false limit signals, then you either need to fix your electrical interference problem or add a debounce to the hal signal for the limit to filter out the noise.
Edit:
Wait, never mind, you already had HOME = 0.0, so that should have moved it off of the limit and parked at 0.0. This will be 5mm from your limit switch, with all of your travel in the negative direction. It is probably your soft limit settings that are hanging you up.
Are you sure you have your movement directions right?
Right now you have HOME_OFFSET = 5.0. So setting HOME = 4.0 should move the X 1mm off of your limit.
If the problem isn't that the axis is stopped in a position that is triggering your limit switch, but that you are getting false limit signals, then you either need to fix your electrical interference problem or add a debounce to the hal signal for the limit to filter out the noise.
Edit:
Wait, never mind, you already had HOME = 0.0, so that should have moved it off of the limit and parked at 0.0. This will be 5mm from your limit switch, with all of your travel in the negative direction. It is probably your soft limit settings that are hanging you up.
Are you sure you have your movement directions right?
Last edit: 11 Dec 2017 18:02 by Todd Zuercher.
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
11 Dec 2017 17:56 #102915
by tecno
Replied by tecno on topic Time to setup my lathe with 7i76e
Hi Todd,
Did set HOME_OFFSET just to bu sure that axis is way off the switch and that works OK.
But this looks to be something with, but I can not wrap my head around this.
MIN_LIMIT = -0.1
MAX_LIMIT = 90.0
I can jog to X home/Limit not homed and switch is OK, but as soon as I HOME I can not jog axis away that is already 5mm away from the switch.
Did set HOME_OFFSET just to bu sure that axis is way off the switch and that works OK.
But this looks to be something with, but I can not wrap my head around this.
MIN_LIMIT = -0.1
MAX_LIMIT = 90.0
I can jog to X home/Limit not homed and switch is OK, but as soon as I HOME I can not jog axis away that is already 5mm away from the switch.
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-
- Away
- Platinum Member
-
Less
More
- Posts: 4764
- Thank you received: 1464
11 Dec 2017 18:06 #102916
by Todd Zuercher
Replied by Todd Zuercher on topic Time to setup my lathe with 7i76e
Wait, never mind, you already had HOME = 0.0, so that should have moved it off of the limit and parked at 0.0. This will be 5mm from your limit switch, with all of your travel in the negative direction. It is probably your soft limit settings that are hanging you up.
Are you sure you have your movement directions right.
Try setting your soft limits to:
MIN_LIMIT = -90.0
MAX_LIMIT = 1.0
Are you sure you have your movement directions right.
Try setting your soft limits to:
MIN_LIMIT = -90.0
MAX_LIMIT = 1.0
Please Log in or Create an account to join the conversation.
Moderators: cmorley
Time to create page: 0.151 seconds