Time to setup my lathe with 7i76e
- tecno
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

Less
More
- Posts: 1850
- Thank you received: 127
15 Dec 2017 19:58 #103145
by tecno
Replied by tecno on topic Time to setup my lathe with 7i76e - Need help!
Is is this way to do this?
# --- SPINDLE-ENABLE ---
net spindle-enable hm2_7i76e.0.7i76.0.0.output-06
# --- SPINDLE-DIR ---
net spindle-enable hm2_7i76e.0.7i76.0.0.output-06 => net spindle-dir hm2_7i76e.0.7i76.0.0.output-05
# --- SPINDLE-ENABLE ---
net spindle-enable hm2_7i76e.0.7i76.0.0.output-06
# --- SPINDLE-DIR ---
net spindle-enable hm2_7i76e.0.7i76.0.0.output-06 => net spindle-dir hm2_7i76e.0.7i76.0.0.output-05
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
16 Dec 2017 14:21 #103167
by tecno
Replied by tecno on topic Time to setup my lathe with 7i76e - Need help!
I think I have found why M4 is not working.
If I have M3 300 spindle is running OK, in above video I do short VFD Common and reverse and it changes direction.
I think that as it is now the spindle output from 7i76e is ±5V and not 0-5V.
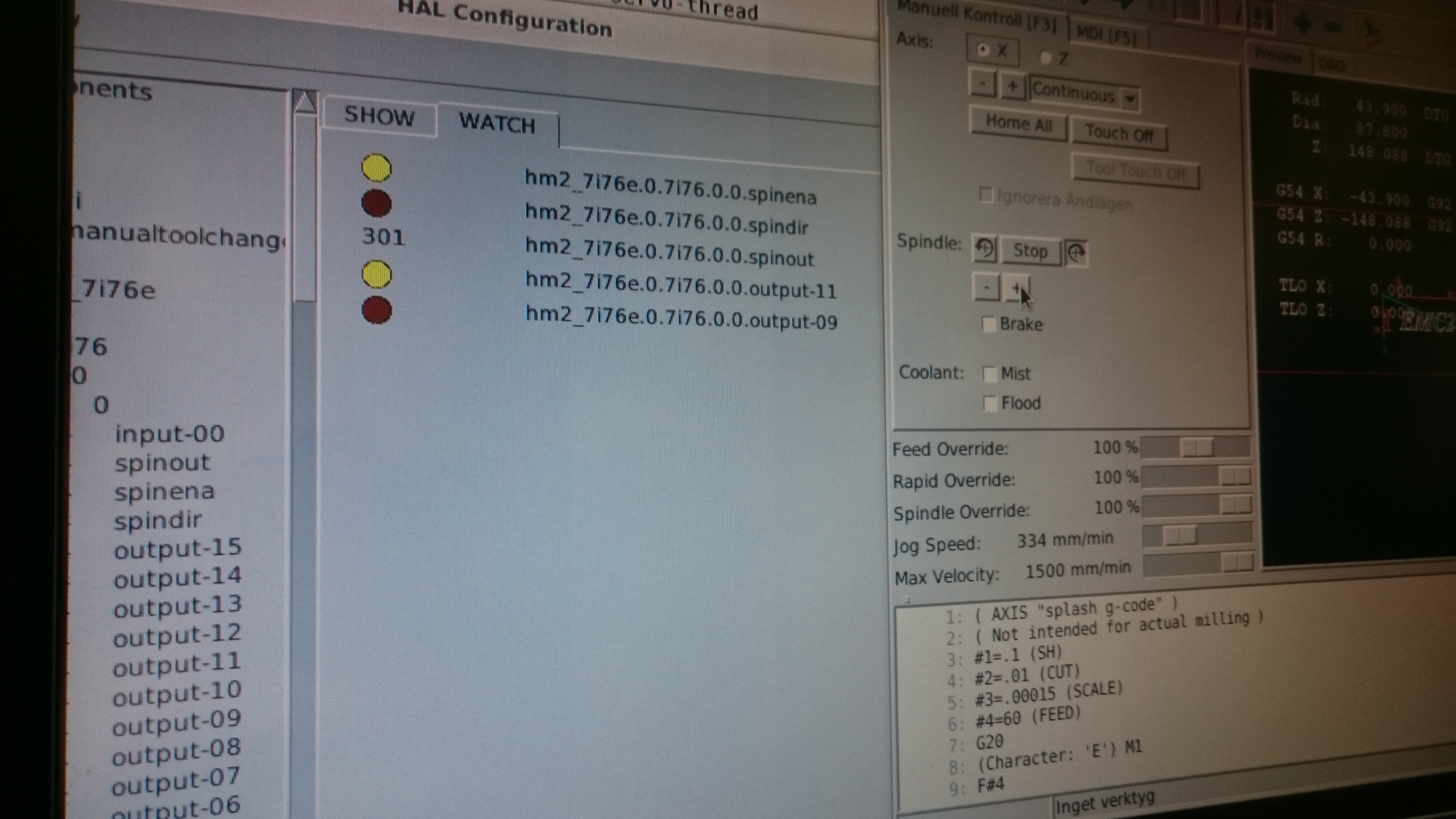
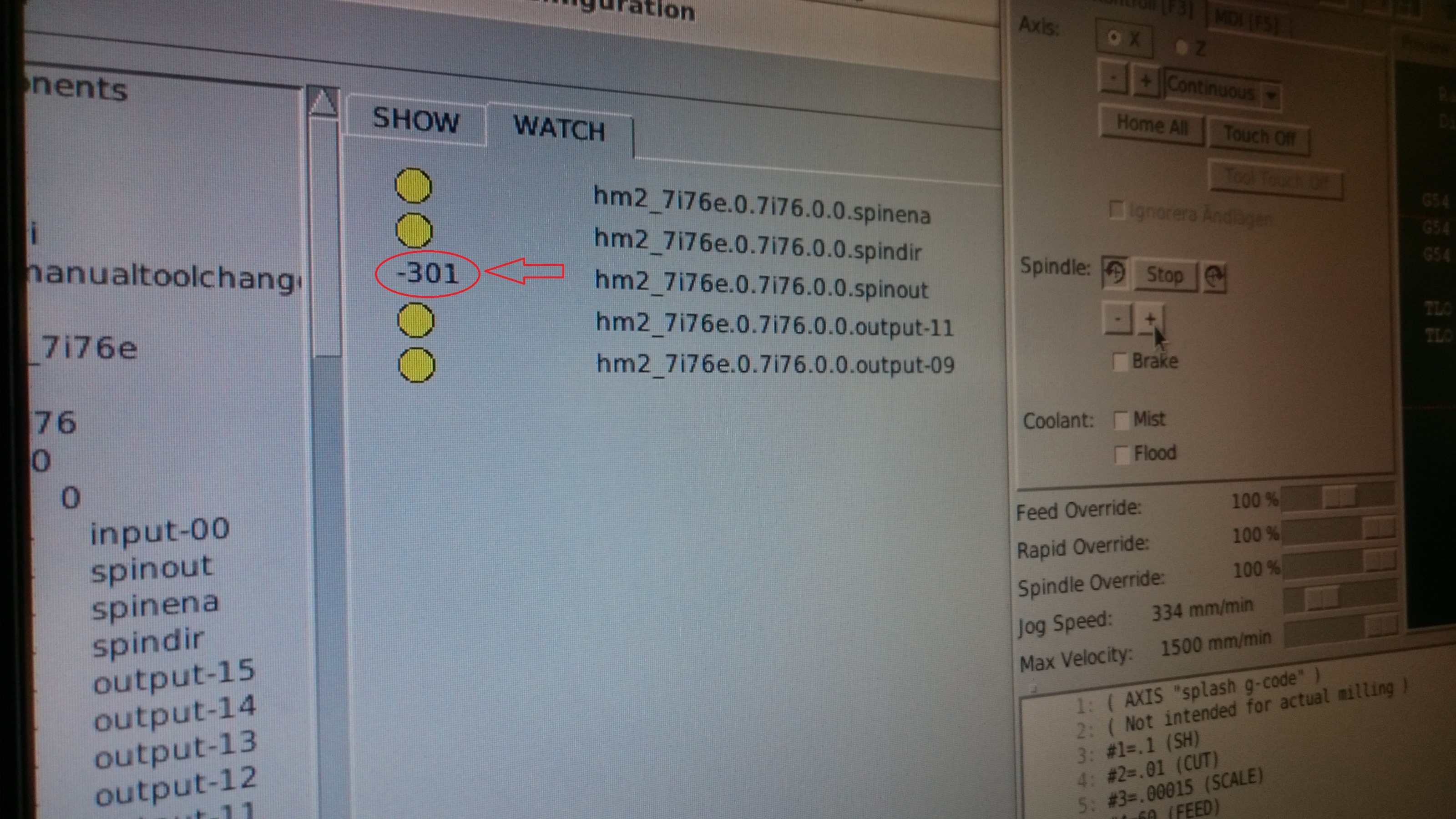
How to change this?
If I have M3 300 spindle is running OK, in above video I do short VFD Common and reverse and it changes direction.
I think that as it is now the spindle output from 7i76e is ±5V and not 0-5V.
How to change this?
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
16 Dec 2017 17:11 - 16 Dec 2017 17:13 #103171
by tecno
Replied by tecno on topic Time to setup my lathe with 7i76e - Need help!
DOH...
Some dinner and a cup of coffee.
Wiring problem at enable to dir relay, the enable was cut as soon as dir relay was enegised.
net spindle-vel-cmd-rpm-abs (abs was missing)
So tomorrow I will turn parts for mounting the new encoder.
Some dinner and a cup of coffee.
Wiring problem at enable to dir relay, the enable was cut as soon as dir relay was enegised.
net spindle-vel-cmd-rpm-abs (abs was missing)
So tomorrow I will turn parts for mounting the new encoder.
Last edit: 16 Dec 2017 17:13 by tecno.
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
17 Dec 2017 14:12 - 17 Dec 2017 14:14 #103209
by tecno
Replied by tecno on topic Time to setup my lathe with 7i76e - Need help!
So now I have the encoder mounted on spindle motor (easiest to do and belt-drive is 1:1)
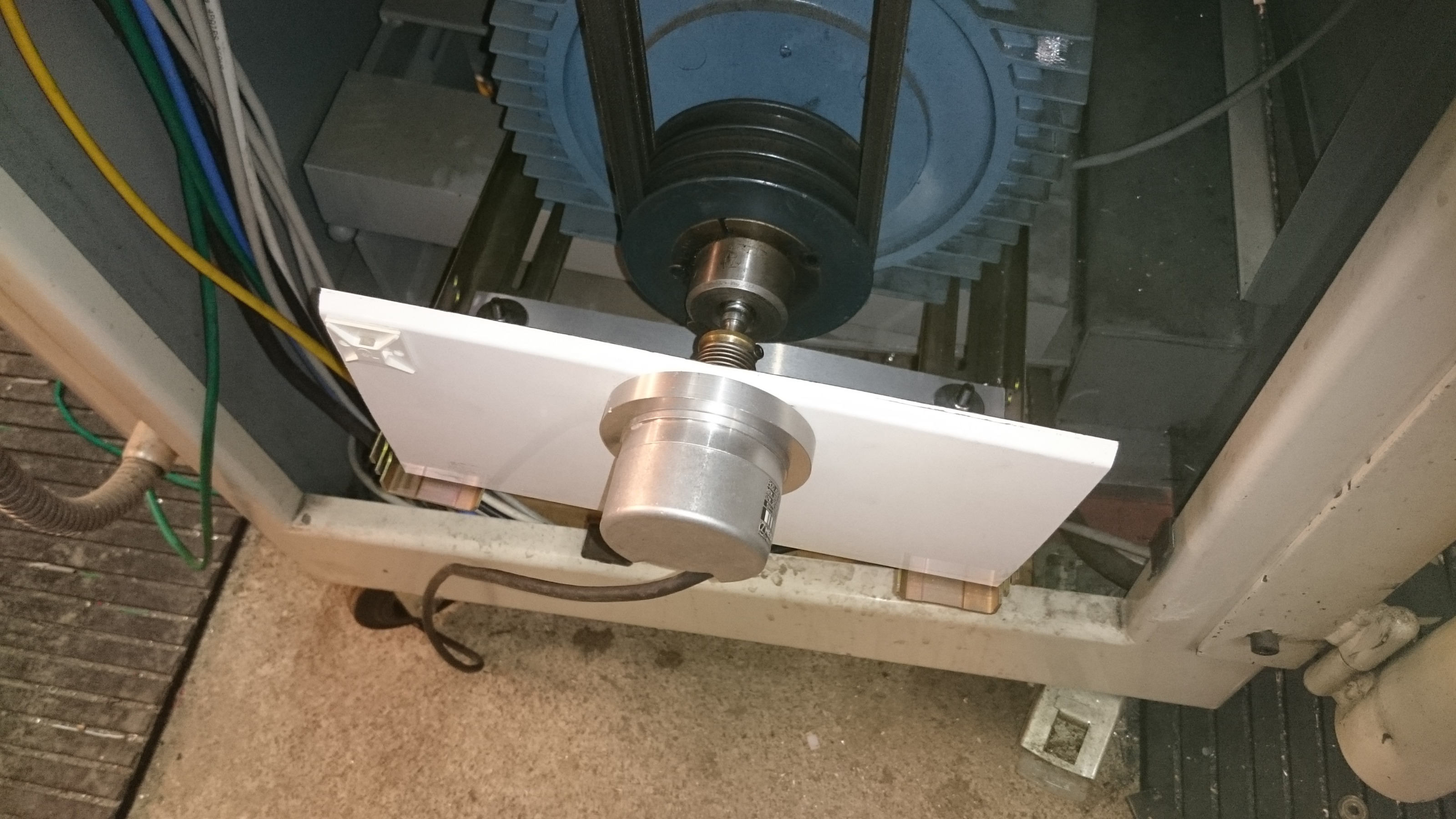
I have the spindle encoder connected to 7i85s W1, W2, W4 UP - ENCODER 2
How do I set this up in hal?
I have the spindle encoder connected to 7i85s W1, W2, W4 UP - ENCODER 2
How do I set this up in hal?
Last edit: 17 Dec 2017 14:14 by tecno.
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
17 Dec 2017 15:03 #103213
by tecno
Replied by tecno on topic Time to setup my lathe with 7i76e - Need help!
Is this all that is needed in HAL and INI
additons to CNC3000.hal
setp hm2_7i76e.0.encoder.02.scale [AXIS_2]ENCODER_SCALE
# ---Encoder feedback signals/setup---
setp hm2_7i76e.0.encoder.02.counter-mode 0
setp hm2_7i76e.0.encoder.02.filter 1
setp hm2_7i76e.0.encoder.02.index-invert 0
setp hm2_7i76e.0.encoder.02.index-mask 0
setp hm2_7i76e.0.encoder.02.index-mask-invert 0
net spindle-revs <= hm2_7i76e.0.encoder.02.position
net spindle-vel-fb-rps <= hm2_7i76e.0.encoder.02.velocity
net spindle-index-enable <=> hm2_7i76e.0.encoder.02.index-enable
Additions to CNC3000.ini
#********************
# Spindle
#********************
MAX_OUTPUT = 3000.0
ENCODER_SCALE = ???? (1250ppr)
additons to CNC3000.hal
setp hm2_7i76e.0.encoder.02.scale [AXIS_2]ENCODER_SCALE
# ---Encoder feedback signals/setup---
setp hm2_7i76e.0.encoder.02.counter-mode 0
setp hm2_7i76e.0.encoder.02.filter 1
setp hm2_7i76e.0.encoder.02.index-invert 0
setp hm2_7i76e.0.encoder.02.index-mask 0
setp hm2_7i76e.0.encoder.02.index-mask-invert 0
net spindle-revs <= hm2_7i76e.0.encoder.02.position
net spindle-vel-fb-rps <= hm2_7i76e.0.encoder.02.velocity
net spindle-index-enable <=> hm2_7i76e.0.encoder.02.index-enable
Additions to CNC3000.ini
#********************
# Spindle
#********************
MAX_OUTPUT = 3000.0
ENCODER_SCALE = ???? (1250ppr)
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
17 Dec 2017 20:13 #103241
by tecno
Replied by tecno on topic Time to setup my lathe with 7i76e - Need help!
I am getting nowhere with this spindle encoder.
num_encoders=4
# ---Encoder feedback signals/setup---
setp hm2_7i76e.0.encoder.03.counter-mode 0
setp hm2_7i76e.0.encoder.03.filter 1
setp hm2_7i76e.0.encoder.03.index-invert 0
setp hm2_7i76e.0.encoder.03.index-mask 0
setp hm2_7i76e.0.encoder.03.index-mask-invert 0
setp hm2_7i76e.0.encoder.03.scale [SPINDLE_9]ENCODER_SCALE
net spindle-revs <= hm2_7i76e.0.encoder.03.position
net spindle-vel-fb-rps <= hm2_7i76e.0.encoder.03.velocity
net spindle-index-enable <=> hm2_7i76e.0.encoder.03.index-enable
ENCODER_SCALE = 5000
Now I get following error on joint 0 (x-axis will not move!)
Any hints on what is wrong here?
num_encoders=4
# ---Encoder feedback signals/setup---
setp hm2_7i76e.0.encoder.03.counter-mode 0
setp hm2_7i76e.0.encoder.03.filter 1
setp hm2_7i76e.0.encoder.03.index-invert 0
setp hm2_7i76e.0.encoder.03.index-mask 0
setp hm2_7i76e.0.encoder.03.index-mask-invert 0
setp hm2_7i76e.0.encoder.03.scale [SPINDLE_9]ENCODER_SCALE
net spindle-revs <= hm2_7i76e.0.encoder.03.position
net spindle-vel-fb-rps <= hm2_7i76e.0.encoder.03.velocity
net spindle-index-enable <=> hm2_7i76e.0.encoder.03.index-enable
ENCODER_SCALE = 5000
Now I get following error on joint 0 (x-axis will not move!)
Any hints on what is wrong here?
Please Log in or Create an account to join the conversation.
- PCW
-

- Offline
- Moderator
-

Less
More
- Posts: 17994
- Thank you received: 5281
17 Dec 2017 21:11 #103245
by PCW
Replied by PCW on topic Time to setup my lathe with 7i76e - Need help!
The following error has nothing to do with the encoder
Its probably because you have the PID maxerror setting of .0005
it should be commented out or set to 0
Its probably because you have the PID maxerror setting of .0005
it should be commented out or set to 0
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
18 Dec 2017 09:27 #103276
by tecno
Replied by tecno on topic Time to setup my lathe with 7i76e - Need help!
Hmmm it works OK with HAL without encoder so there must be a bobo somewhere. Been messing around quite a bit ")
Here working HAL
Here working HAL
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-
Less
More
- Posts: 19879
- Thank you received: 4644
24 Dec 2017 00:48 #103501
by andypugh
Are the "other ends" of these signals set up?
I am curious to see how your encoder works, Vee-belts probably don't run exactly 1:1, I think you might see index creep when threading.
Replied by andypugh on topic Time to setup my lathe with 7i76e - Need help!
net spindle-revs <= hm2_7i76e.0.encoder.02.position
net spindle-vel-fb-rps <= hm2_7i76e.0.encoder.02.velocity
net spindle-index-enable <=> hm2_7i76e.0.encoder.02.index-enable
Are the "other ends" of these signals set up?
I am curious to see how your encoder works, Vee-belts probably don't run exactly 1:1, I think you might see index creep when threading.
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
24 Dec 2017 07:05 #103523
by tecno
Replied by tecno on topic Time to setup my lathe with 7i76e - Need help!
Morning Andy,
" other ends " = I´m lost here
I agree to your suspicion about creeping but this is the closest I can get for the moment. In future when I change the spindle motor to AC servo I will have wide toothed belt and rely on encoder in motor.
These are the latest *untested* HAL and INI, can you see any errors here?
Happy Holidays
Bengt
" other ends " = I´m lost here
I agree to your suspicion about creeping but this is the closest I can get for the moment. In future when I change the spindle motor to AC servo I will have wide toothed belt and rely on encoder in motor.
These are the latest *untested* HAL and INI, can you see any errors here?
Happy Holidays
Bengt
Please Log in or Create an account to join the conversation.
Moderators: cmorley
Time to create page: 0.199 seconds