Work with probe
- vmihalca
- Offline
- Platinum Member
-

Less
More
- Posts: 346
- Thank you received: 22
21 Mar 2019 11:25 #129155
by vmihalca
Replied by vmihalca on topic Work with probe
I have made some test measurements by jogging back and forth 0.01mm along with a plunge test indicator, you can see the results in the videos below:
Probe accurracy on X:
Probe accuracy on Y:
Probing the ballbearing:
The ballbearing has 32mm outside diameter and 14.96 inside diameter
The measured values along multiple cycles are:
31.9149 outside, 15.0250 inside
31.9178 outside, 15.0796 inside
31.9177 outside, 15.0770 inside
It seems that the inside measurements are about 0.1 bigger and the outside measurements are about 0.1 smaller.
The probe tip, measured with micrometer is 1.99mm
Any suggestions, any ideas?
Probe accurracy on X:
Probe accuracy on Y:
Probing the ballbearing:
The ballbearing has 32mm outside diameter and 14.96 inside diameter
The measured values along multiple cycles are:
31.9149 outside, 15.0250 inside
31.9178 outside, 15.0796 inside
31.9177 outside, 15.0770 inside
It seems that the inside measurements are about 0.1 bigger and the outside measurements are about 0.1 smaller.
The probe tip, measured with micrometer is 1.99mm
Any suggestions, any ideas?
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19875
- Thank you received: 4642
21 Mar 2019 12:21 #129158
by andypugh
Do you want to use the probe to measure things, or to locate them?
How well does the probe locate a hole? If the error is symmetrical then the hole centre will still be accurate.
Just to be clear, which probe routines are you using?
Replied by andypugh on topic Work with probe
It seems that the inside measurements are about 0.1 bigger and the outside measurements are about 0.1 smaller.
The probe tip, measured with micrometer is 1.99mm
Any suggestions, any ideas?
Do you want to use the probe to measure things, or to locate them?
How well does the probe locate a hole? If the error is symmetrical then the hole centre will still be accurate.
Just to be clear, which probe routines are you using?
Please Log in or Create an account to join the conversation.
- vmihalca
- Offline
- Platinum Member
-
Less
More
- Posts: 346
- Thank you received: 22
21 Mar 2019 14:13 #129172
by vmihalca
Replied by vmihalca on topic Work with probe
I am using probe screen, by verser
github.com/verser-git/probe_screen_v2
I will use the probe to locate things, but I would expect the measurements to be accurate.
Taking into consideration that the probe is within 0.01 accuracy, how does the final measurement ends up being +-0.1 off.
Can this error be due to some delay between the moment when the probe trips, till the moment linuxcnc processes that input?
I would like to understand the root cause of this.
I have calibrated the runout of the probe, reduced the latch speed to 5mm/min..so I don't understand what could be the cause of the error.
github.com/verser-git/probe_screen_v2
I will use the probe to locate things, but I would expect the measurements to be accurate.
Taking into consideration that the probe is within 0.01 accuracy, how does the final measurement ends up being +-0.1 off.
Can this error be due to some delay between the moment when the probe trips, till the moment linuxcnc processes that input?
I would like to understand the root cause of this.
I have calibrated the runout of the probe, reduced the latch speed to 5mm/min..so I don't understand what could be the cause of the error.
Please Log in or Create an account to join the conversation.
- Leon82
- Offline
- Platinum Member
-
Less
More
- Posts: 592
- Thank you received: 79
21 Mar 2019 14:29 #129175
by Leon82
Replied by Leon82 on topic Work with probe
If you are not calibrating it that is the source of discrepancy. There is a delay.
sin you want to measure,
You can cheat the ball diameter or modify the macros to take that into account.
Also you should perform repeat touches untill you find a final probe feedrate that gives the repeatability you want.
sin you want to measure,
You can cheat the ball diameter or modify the macros to take that into account.
Also you should perform repeat touches untill you find a final probe feedrate that gives the repeatability you want.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19875
- Thank you received: 4642
21 Mar 2019 14:48 - 21 Mar 2019 14:49 #129178
by andypugh
That does appear to use the #5061 (etc) probe results then.
Can you try running the probe-hole.ngc sample file? Just to see if that (slightly different) sequence gives a different result.
Replied by andypugh on topic Work with probe
I am using probe screen, by verser
github.com/verser-git/probe_screen_v2
That does appear to use the #5061 (etc) probe results then.
It doesn't seem likely, as the probe trip should be seen within 1mS of probe contact. 0.1mm in 1mS would be a probe feed of 6000 mm/min.Can this error be due to some delay between the moment when the probe trips, till the moment linuxcnc processes that input
Can you try running the probe-hole.ngc sample file? Just to see if that (slightly different) sequence gives a different result.
Last edit: 21 Mar 2019 14:49 by andypugh.
Please Log in or Create an account to join the conversation.
- lerman
- Offline
- Junior Member
-

Less
More
- Posts: 24
- Thank you received: 5
21 Mar 2019 21:14 #129218
by lerman
Replied by lerman on topic Work with probe
If you model the probe as a ball on a springy stick, it is behaving as I would expect.
On the inside, it doesn't trip until it has overshot the distance by about .05 mm in each direction.
Personally, I do all my probing with routines that detect the edge as the probe moves away from the edge. Others use routines that approach the edge at high speed, then back off, then measure as they approach the edge at low speed. I've always considered that a waste of time. I just approach at (relatively) high speed, then back off at low speed.
You might give that a try. At least try measuring in both directions to see what the hysteresis might be. (Of course, it you have a lot of backlash, that could explain the whole -- or hole -- problem.)
Ken
On the inside, it doesn't trip until it has overshot the distance by about .05 mm in each direction.
Personally, I do all my probing with routines that detect the edge as the probe moves away from the edge. Others use routines that approach the edge at high speed, then back off, then measure as they approach the edge at low speed. I've always considered that a waste of time. I just approach at (relatively) high speed, then back off at low speed.
You might give that a try. At least try measuring in both directions to see what the hysteresis might be. (Of course, it you have a lot of backlash, that could explain the whole -- or hole -- problem.)
Ken
Please Log in or Create an account to join the conversation.
- MaHa
- Offline
- Platinum Member
-
Less
More
- Posts: 532
- Thank you received: 235
21 Mar 2019 21:49 - 22 Mar 2019 05:32 #129221
by MaHa
Replied by MaHa on topic Work with probe
Another test, center of bearing with dial gauge, set x0y0. Do 1 point measuring x+ y+ x- y- to find the target-actual difference in 4 directions. This is the calibration, compensation or whatever. X+ inside should be the same as x+ outside. If you align (spindle orientation) the probe always the same for future measuring and use the compensation values.
Last edit: 22 Mar 2019 05:32 by MaHa.
Please Log in or Create an account to join the conversation.
- decor82
- Offline
- New Member
-

Less
More
- Posts: 12
- Thank you received: 5
25 Mar 2019 13:16 #129567
by decor82
Replied by decor82 on topic Work with probe
Hello,
i get a Renishaw probe soon and want to mount it beside my spindle with a mount where i can move the probe up and down.
Is there a setting in the probe screen config to set a offset to the spindle?
Best regards,
Jan
i get a Renishaw probe soon and want to mount it beside my spindle with a mount where i can move the probe up and down.
Is there a setting in the probe screen config to set a offset to the spindle?
Best regards,
Jan
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19875
- Thank you received: 4642
25 Mar 2019 15:30 #129586
by andypugh
Replied by andypugh on topic Work with probe
The probe can be seen as a tool, and can use the same offsets as other tools. These include offsets in X and Y as well as tool length.
Please Log in or Create an account to join the conversation.
- Roguish
-

- Offline
- Elite Member
-

Less
More
- Posts: 297
- Thank you received: 31
25 Apr 2019 22:53 #131899
by Roguish
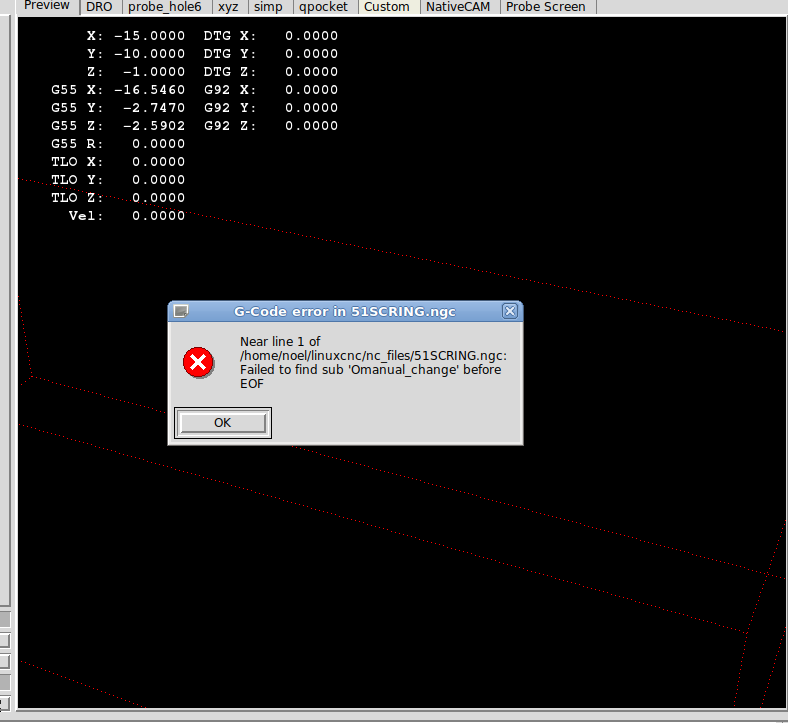
Replied by Roguish on topic Work with probe
Verser,
I have done all changes as I find here, but still get error when loading a file, with REMAP ENABLED.
A little help please.
Really like the ProbeScreen.
I have done all changes as I find here, but still get error when loading a file, with REMAP ENABLED.
A little help please.
Really like the ProbeScreen.
Attachments:
Please Log in or Create an account to join the conversation.
Time to create page: 0.212 seconds