Work with probe
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19886
- Thank you received: 4645
26 Apr 2019 13:20 #131950
by andypugh
Replied by andypugh on topic Work with probe
I think that this might be the bug here:
github.com/LinuxCNC/linuxcnc/issues/559
Make sure that O<manual_change> isn't % delimited.
github.com/LinuxCNC/linuxcnc/issues/559
Make sure that O<manual_change> isn't % delimited.
Please Log in or Create an account to join the conversation.
- Roguish
-

- Offline
- Elite Member
-

Less
More
- Posts: 297
- Thank you received: 31
27 Apr 2019 16:59 #132107
by Roguish
Replied by Roguish on topic Work with probe
thanks andypugh. that was it. i just did not glean that from the posts.
Roguish.
Roguish.
Please Log in or Create an account to join the conversation.
- tecno
-

- Offline
- Platinum Member
-

Less
More
- Posts: 1850
- Thank you received: 127
11 May 2019 15:55 #133454
by tecno
Replied by tecno on topic Work with probe
I get following error, can somebody please explain what to do about this.
Is it the line FEATURES = 30 that is the culprit?
**** probe_screen GETINIINFO ****
Preference file path: gmoccapy_preferences
**** PROBE SCREEN INFO ****
**** To many increments given in INI File for this screen ****
**** Only the first 5 will be reachable through this screen ****
**** PROBE SCREEN INFO ****
**** no valid probe config in INI File ****
**** disabled auto tool measurement ****
toolnumber = 0 False
**** GMOCCAPY INFO ****
**** replaced btn_zero_g92 to btn_block_height ****
**** GMOCCAPY INFO: Gcode.lang found ****[DISPLAY]
DISPLAY = gmoccapy
PREFERENCE_FILE_PATH = gmoccapy_preferences
EMBED_TAB_NAME = Probe Screen
EMBED_TAB_LOCATION = ntb_user_tabs
EMBED_TAB_COMMAND = gladevcp -x {XID} -u python/probe_screen.py probe_icons/probe_screen.glade [RS274NGC]
PARAMETER_FILE = linuxcnc.var
FEATURES=30
SUBROUTINE_PATH = macros
REMAP=M6 modalgroup=6 prolog=change_prolog ngc=manual_change epilog=change_epilogIs it the line FEATURES = 30 that is the culprit?
Please Log in or Create an account to join the conversation.
- pl7i92
-

- Offline
- Platinum Member
-
Less
More
- Posts: 1872
- Thank you received: 358
12 May 2019 08:53 #133531
by pl7i92
Replied by pl7i92 on topic Work with probe
you need toolsensoris the ((.axisrc)) as folow set
[TOOLSENSOR]
# Control probe rapid speed
RAPID_SPEED = 60def my_error_task(self):
error = e.poll()
while error:
kind, text = error
if kind in (linuxcnc.NML_ERROR, linuxcnc.OPERATOR_ERROR):
icon = "error"
else:
icon = "info"
notifications.add(icon, text)
ucomp["error"]=True
error = e.poll()
self.error_after = self.win.after(200, self.error_task)
def my_remove(self, widgets):
self.widgets.remove(widgets)
if len(self.cache) < 10:
widgets[0].pack_forget()
self.cache.append(widgets)
else:
widgets[0].destroy()
if len(self.widgets) == 0:
ucomp["error"]=False
self.place_forget()
LivePlotter.error_task = my_error_task
Notification.remove = my_remove
if hal_present == 1 :
ucomp = hal.component("probe.user")
ucomp.newpin("error",hal.HAL_BIT,hal.HAL_IN)
ucomp.ready()Please Log in or Create an account to join the conversation.
- tecno
-
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
12 May 2019 09:03 #133532
by tecno
Obviously I have missed to copy axcisrc to my home directory.
This is the file contents from install
So I will copy the file and see the outcome.
Replied by tecno on topic Work with probe
you need toolsensor
is the ((.axisrc)) as folow set[TOOLSENSOR] # Control probe rapid speed RAPID_SPEED = 60def my_error_task(self): error = e.poll() while error: kind, text = error if kind in (linuxcnc.NML_ERROR, linuxcnc.OPERATOR_ERROR): icon = "error" else: icon = "info" notifications.add(icon, text) ucomp["error"]=True error = e.poll() self.error_after = self.win.after(200, self.error_task) def my_remove(self, widgets): self.widgets.remove(widgets) if len(self.cache) < 10: widgets[0].pack_forget() self.cache.append(widgets) else: widgets[0].destroy() if len(self.widgets) == 0: ucomp["error"]=False self.place_forget() LivePlotter.error_task = my_error_task Notification.remove = my_remove if hal_present == 1 : ucomp = hal.component("probe.user") ucomp.newpin("error",hal.HAL_BIT,hal.HAL_IN) ucomp.ready()
[TOOLSENSOR]
# Absolute coordinates of the toolsetter pad
X = 419
Y = -95
# Absolute Z start search coordinates
Z = 0
# Maximum search distance and direction (sign)
MAXPROBE = -120
# Speed of movements during working in Probe Screen
RAPID_SPEED = 600
# Diameter of toolsetter pad
TS_DIAMETER = 12.7
# The speed of the reverse rotation of the spindle when measuring the tool diameter
REV_ROTATION_SPEED = 300
[CHANGE_POSITION]
# Abs coordinates tool change point
X = 10
Y = -200
Z = 0Obviously I have missed to copy axcisrc to my home directory.
This is the file contents from install
#root_window.tk.call("wm","geometry",".","1024x768")
root_window.attributes("-fullscreen",1)
def my_error_task(self):
error = e.poll()
while error:
kind, text = error
if kind in (linuxcnc.NML_ERROR, linuxcnc.OPERATOR_ERROR):
icon = "error"
else:
icon = "info"
notifications.add(icon, text)
ucomp["error"]=True
error = e.poll()
self.error_after = self.win.after(200, self.error_task)
def my_remove(self, widgets):
self.widgets.remove(widgets)
if len(self.cache) < 10:
widgets[0].pack_forget()
self.cache.append(widgets)
else:
widgets[0].destroy()
if len(self.widgets) == 0:
ucomp["error"]=False
self.place_forget()
LivePlotter.error_task = my_error_task
Notification.remove = my_remove
if hal_present == 1 :
ucomp = hal.component("probe.user")
ucomp.newpin("error",hal.HAL_BIT,hal.HAL_IN)
ucomp.ready()So I will copy the file and see the outcome.
Please Log in or Create an account to join the conversation.
- tecno
-
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
12 May 2019 10:39 #133542
by tecno
Still the same problem after copying axisrc to config directory.
Replied by tecno on topic Work with probe
**** probe_screen GETINIINFO ****
Preference file path: gmoccapy_preferences
**** PROBE SCREEN INFO ****
**** To many increments given in INI File for this screen ****
**** Only the first 5 will be reachable through this screen ****
**** PROBE SCREEN INFO ****
**** no valid probe config in INI File ****
**** disabled auto tool measurement ****
toolnumber = 0 False
**** GMOCCAPY INFO ****
**** replaced btn_zero_g92 to btn_block_height ****
**** GMOCCAPY INFO: Gcode.lang found ****Still the same problem after copying axisrc to config directory.
Please Log in or Create an account to join the conversation.
- tecno
-
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
12 May 2019 15:56 #133566
by tecno
Replied by tecno on topic Work with probe
I have som minor issues with probing the tool length.
Z axis kind of overshoots a bit and the probing cycle is too fast so following error is there.
Can I get som help here how to make this change from first trip of probe to let Z axis return a bit before trigger is on for the return.
I assume that some changes in manual_change.ngc has to be done.
Z axis kind of overshoots a bit and the probing cycle is too fast so following error is there.
Can I get som help here how to make this change from first trip of probe to let Z axis return a bit before trigger is on for the return.
I assume that some changes in manual_change.ngc has to be done.
; manual toolchange with automatic tool length probe
o<manual_change> sub
;(debug, in change tool_in_spindle=#<tool_in_spindle> current_pocket=#<current_pocket>)
;(debug, selected_tool=#<selected_tool> selected_pocket=#<selected_pocket>)
;otherwise after the M6 this information is gone!
#<tool> = #<selected_tool>
#<pocket> = #<selected_pocket>
; we must execute this only in the milltask interpreter
; or preview will break, so test for '#<_task>' which is 1 for
; the milltask interpreter and 0 in the UI's
O100 if [#<_task> EQ 0]
(debug, Task ist Null)
O100 return [999]
O100 endif
;first go up
G53 G0 Z[#<_ini[AXIS_2]MAX_LIMIT>-0.1]
; then move to change position
G53 G0 X[#<_ini[CHANGE_POSITION]X>] Y[#<_ini[CHANGE_POSITION]Y>]
G53 G0 Z[#<_ini[CHANGE_POSITION]Z>]
; cancel tool offset
G49
; using the code being remapped here means 'use builtin behaviour'
M6
O200 if [#<_hal[probe.use_toolmeasurement]> EQ 0]
O200 return [3] ; indicate no tool measurement
O200 endif
G53 G0 X[#<_ini[TOOLSENSOR]X>] Y[#<_ini[TOOLSENSOR]Y>]
G53 G0 Z[#<_ini[TOOLSENSOR]Z>]
O300 if [#<_hal[probe.ps_searchvel]> LE 0]
O300 return [-1] ; indicate searchvel <= 0
O300 endif
O400 if [#<_hal[probe.ps_probevel]> LE 0]
O400 return [-2] ; indicate probevel <= 0
O400 endif
F #<_hal[probe.ps_searchvel]>
G91
G38.2 Z #<_ini[TOOLSENSOR]MAXPROBE>
G0 Z0.26
; This is commented out only for sim.
F #<_hal[probe.ps_probevel]>
G38.2 Z-0.5
O500 if [#5070 EQ 0]
G90
O500 return [-3] ; indicate probe contact failure to epilog
O500 endif
G90
G53 G0 Z[#<_ini[CHANGE_POSITION]Z>]
G53 G0 X[#<_ini[CHANGE_POSITION]X>] Y[#<_ini[CHANGE_POSITION]Y>]
#<touch_result> = #5063
#<probeheight> = #<_hal[probe.probeheight]>
#<blockheight> = #<_hal[probe.blockheight]>
;(DEBUG, #<touch_result> #<probeheight> #<blockheight>)
G10 L1 P#<tool> Z[#<touch_result> - #<_hal[probe.probeheight]> + #<_hal[probe.blockheight]>]
G43
;G10 L1 P#<tool> Z#<touch_result>
;G10 L2 P0 Z[#<workpieceheight> + #<probeheight> + #<touch_result>]
; signal success be returning a value > 0:
o<manual_change> endsub [1]
m2
Attachments:
Please Log in or Create an account to join the conversation.
- pl7i92
-
- Offline
- Platinum Member
-
Less
More
- Posts: 1872
- Thank you received: 358
12 May 2019 16:38 #133575
by pl7i92
Replied by pl7i92 on topic Work with probe
Did you check the state of motion.probe_input in the HALmeter or HALshow
mashine Menue
when MDI triggering the NGC
mashine Menue
when MDI triggering the NGC
Please Log in or Create an account to join the conversation.
- tecno
-
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
12 May 2019 16:50 - 12 May 2019 16:55 #133577
by tecno
Replied by tecno on topic Work with probe
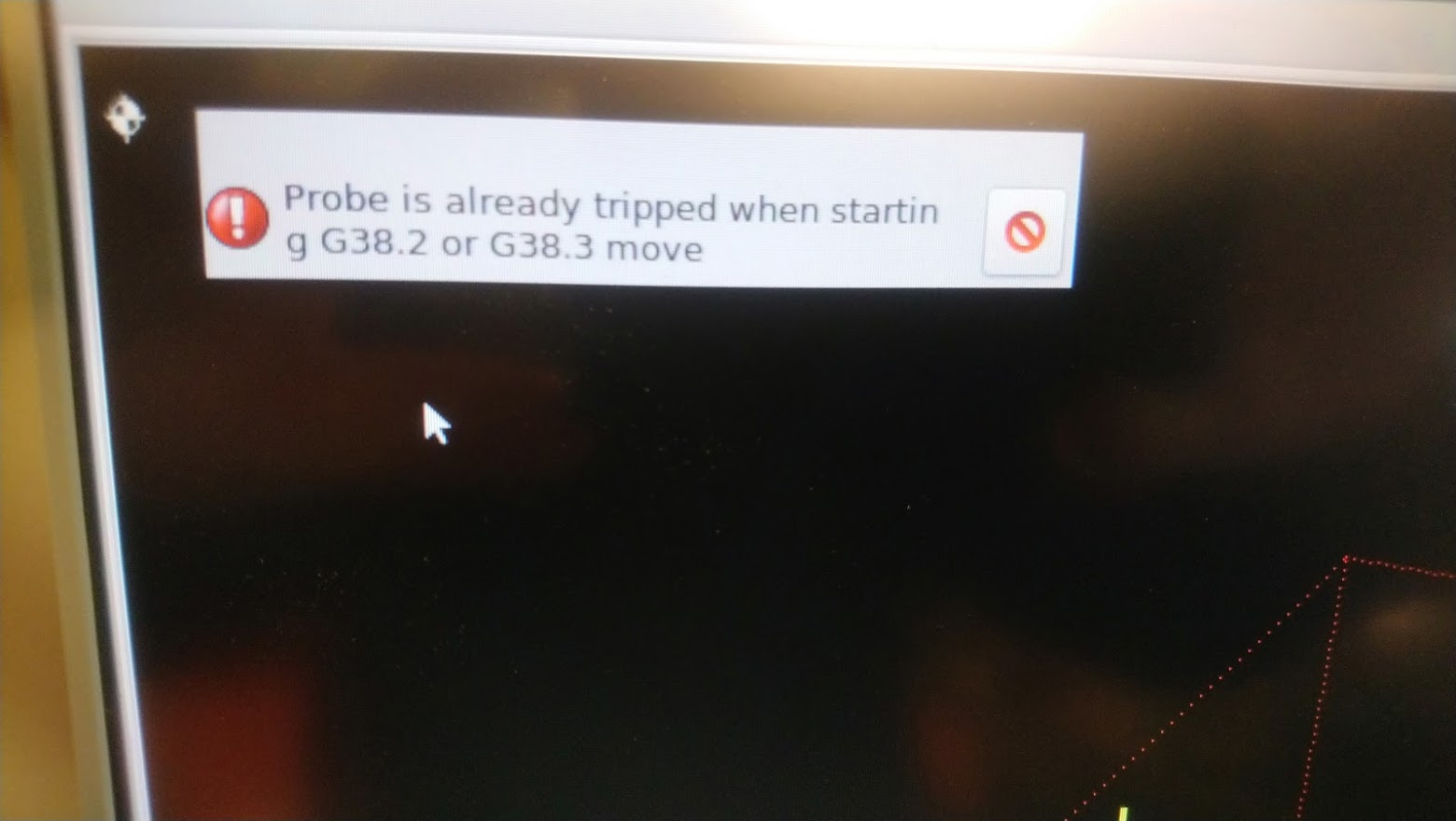
No, just physical observation that probe was still triggered when G38.x went active. Only way out of this triggered position was to jog with MPG in + direction.
I can run probe_down.ngc without any problems. Will have to compare gcode and see if I can find a way to solve this behavior.
I can run probe_down.ngc without any problems. Will have to compare gcode and see if I can find a way to solve this behavior.
Last edit: 12 May 2019 16:55 by tecno. Reason: edit text
Please Log in or Create an account to join the conversation.
- pl7i92
-
- Offline
- Platinum Member
-
Less
More
- Posts: 1872
- Thank you received: 358
12 May 2019 16:59 #133579
by pl7i92
Replied by pl7i92 on topic Work with probe
after trigger use G1 not G0
G0 Z0.26
G0 Z0.26
Please Log in or Create an account to join the conversation.
Time to create page: 0.458 seconds