Work with probe
- Pauchuk
- Offline
- Junior Member
-

Less
More
- Posts: 38
- Thank you received: 1
11 Jun 2022 08:08 #244932
by Pauchuk
Replied by Pauchuk on topic Work with probe
Hey. Got to the point where probing is needed. I use parallel port BOB for my machine and gmoccapy as gui. Could you help me with setting up touch probe?
My machine is working fine for me, I had touch off probe (Z) set up earlier and havent used it.. I guess my setup (files, code lines etc) arent "standart" anymore.
github.com/verser-git/probe_screen_v2
I found this thread. And already stuck on 2.
"Add to your .ini ...-postgui.hal settings from my-mill.ini and my-mill-postgui.hal, substitute your own constants."
At first, do I copy all files from this link to my config folder?
My machine is working fine for me, I had touch off probe (Z) set up earlier and havent used it.. I guess my setup (files, code lines etc) arent "standart" anymore.
github.com/verser-git/probe_screen_v2
I found this thread. And already stuck on 2.
"Add to your .ini ...-postgui.hal settings from my-mill.ini and my-mill-postgui.hal, substitute your own constants."
At first, do I copy all files from this link to my config folder?
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19875
- Thank you received: 4642
15 Jun 2022 09:58 #245170
by andypugh
Replied by andypugh on topic Work with probe
All except the HAL and INI, yes. You need to merge those with yours.
If you don't already have a postgui.ini then you can use that file as-is, but still need to merge the relevant parts of the INI. (mainly just adding a reference to the postgui.hal)
If you don't already have a postgui.ini then you can use that file as-is, but still need to merge the relevant parts of the INI. (mainly just adding a reference to the postgui.hal)
Please Log in or Create an account to join the conversation.
- lrak
-

- Offline
- Premium Member
-

Less
More
- Posts: 114
- Thank you received: 22
23 Jun 2022 23:01 #245738
by lrak
I have some messy cryptic notes about setting up Mesa at lrak.net/wiki/LinuxCNC.html -
I'm running with the KDE desktop - or I could give you a package list to base it on. I even stripped out several packages that loaded daemons that are in the standard LinuxCNC install.
Not sure why you would want to run Samba on CNC box? I think Windoze has a way to do NFS mounts these days - I think they even do sshfs now?
Time settings are taken care of by systemd - you might be confused that hardware time is zulu? Windows has used local time - which causes all sorts of grief for companies that span time-zones.
It is simple to remove screen savers..
Any time you move to a new software, it causes stress. The first text editor you use tends to be the 'best'. Same with CAM systems..
Replied by lrak on topic Work with probe
I'm running debian 10 with Mesa hardware without issues - you don't need to run the network manager - I don't. For a LinuxCNC set up one does not want to do a standard install - just install the minimum - start without even a desktop - and then add in only the packages you really need.That debian 10 distro has several issues. Basic stuff like the network manager, the SMB settings, the time settings, the sleep/screen saver just to name a few, all have to be fixed. IMHO Linuxcnc needs a larger community, but with ISO's like that deb10 it's going to be tough.
I'll give it go for awhile, but i think that Mesa card is going in the trash, to be replaced by a Ethernet Smooth Stepper. Mach3/4 has its issues but has worked for many years on my mill.
I have some messy cryptic notes about setting up Mesa at lrak.net/wiki/LinuxCNC.html -
I'm running with the KDE desktop - or I could give you a package list to base it on. I even stripped out several packages that loaded daemons that are in the standard LinuxCNC install.
Not sure why you would want to run Samba on CNC box? I think Windoze has a way to do NFS mounts these days - I think they even do sshfs now?
Time settings are taken care of by systemd - you might be confused that hardware time is zulu? Windows has used local time - which causes all sorts of grief for companies that span time-zones.
It is simple to remove screen savers..
Any time you move to a new software, it causes stress. The first text editor you use tends to be the 'best'. Same with CAM systems..
Please Log in or Create an account to join the conversation.
- jyoung383
- Offline
- New Member
-

Less
More
- Posts: 3
- Thank you received: 1
09 Jul 2022 02:20 - 09 Jul 2022 02:46 #246925
by jyoung383
Every time I use the +x to zero my x, it adds a -0.010 to the offset. Here is a video showing what’s happening and an image to show active g-codes.
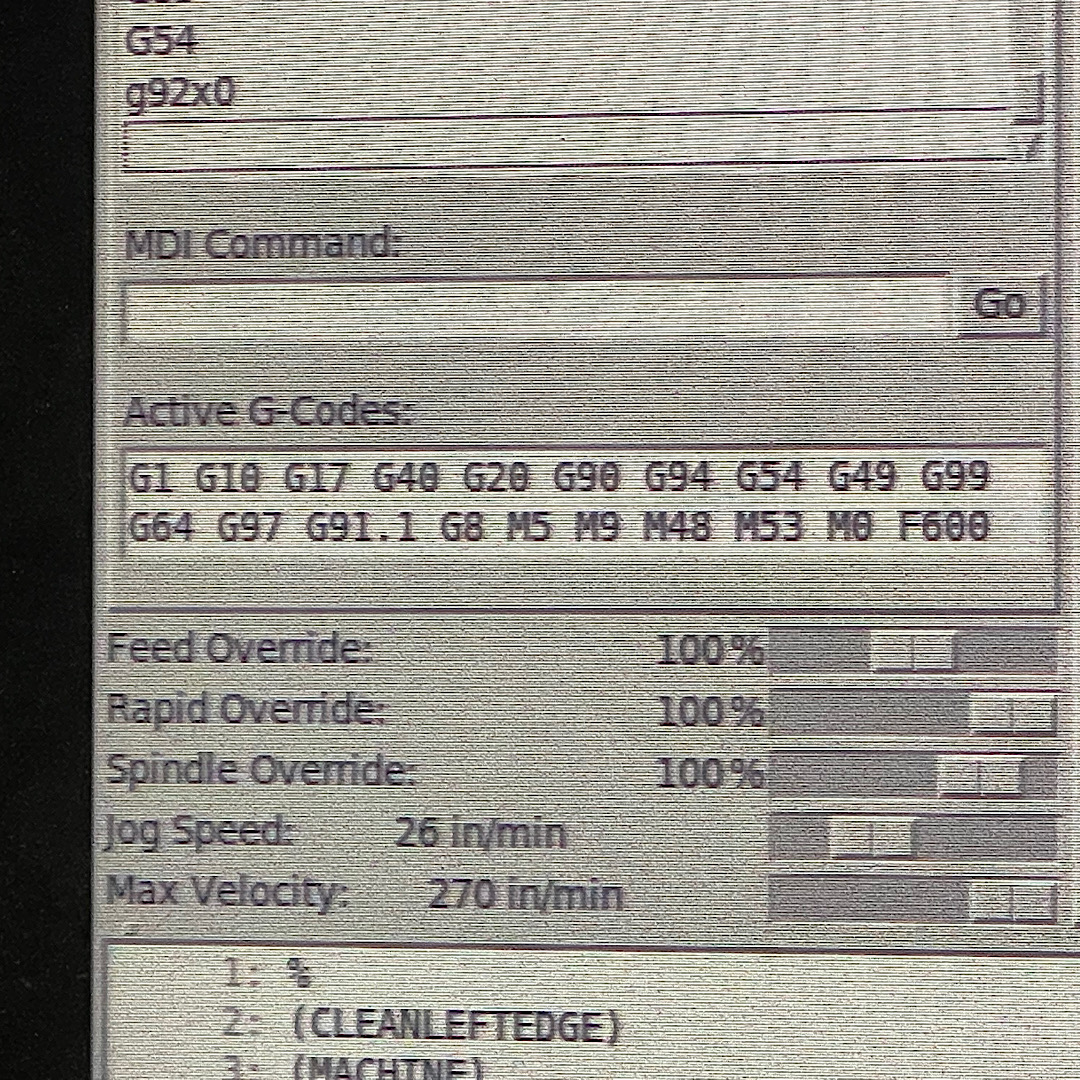
Replied by jyoung383 on topic Work with probe
Every time I use the +x to zero my x, it adds a -0.010 to the offset. Here is a video showing what’s happening and an image to show active g-codes.
Attachments:
Last edit: 09 Jul 2022 02:46 by jyoung383.
Please Log in or Create an account to join the conversation.
- MRx
- Offline
- Senior Member
-

Less
More
- Posts: 54
- Thank you received: 9
21 Sep 2022 05:14 - 21 Sep 2022 06:21 #252469
by MRx
Replied by MRx on topic Work with probe
Be aware there's a big issue in probe screen ng.
linuxcnc.command.wait_complete() is not being checked for a timeout, the timeout is 5seconds, and it uses G1 for traveling from one side to another one of a stock.
If the stock is large enough and the feed rates are slow enough a timeout might occur while the psng scripts still continue to run. The output might be completely unexpected (which happened to me).
github.com/sundtek/probe-screen-ng
base.py
linuxcnc.command.wait_complete() is not being checked for a timeout, the timeout is 5seconds, and it uses G1 for traveling from one side to another one of a stock.
If the stock is large enough and the feed rates are slow enough a timeout might occur while the psng scripts still continue to run. The output might be completely unexpected (which happened to me).
github.com/sundtek/probe-screen-ng
base.py
self.command.mdi(l)
rv = self.command.wait_complete(50)
if rv == -1:
message = _("command timed out")
secondary = _("please check self.command.wait_complete timeout in psng base.py")
self.warning_dialog(message, secondary=secondary)
return -1
Last edit: 21 Sep 2022 06:21 by MRx.
The following user(s) said Thank You: itsme
Please Log in or Create an account to join the conversation.
- jcdammeyer
-

- Offline
- Senior Member
-
Less
More
- Posts: 73
- Thank you received: 8
05 Dec 2022 08:37 #258567
by jcdammeyer
Replied by jcdammeyer on topic Work with probe
Just catching up on this thread. The link to the file below is broken. Any chance you can post a new link?
File Attachment:
File Name: linuxcnc.var.txt
File Size:2 KB
Thanks
John
File Attachment:
File Name: linuxcnc.var.txt
File Size:2 KB
Thanks
John
Please Log in or Create an account to join the conversation.
- unromeo21
- Offline
- New Member
-
Less
More
- Posts: 5
- Thank you received: 0
27 Feb 2023 12:35 - 27 Feb 2023 15:47 #265499
by unromeo21
Replied by unromeo21 on topic Work with probe
Hi there.
Newbie here, finishing my first CNC Mill.
I finally got my ProbeScreen v2 working inside gmoccapy after many tries with different versions, not even the ng was working properly during the tool change (hanging at the tool change script). All good except the jogging buttons inside the ProbeScreen tab are not working, hoping to fix this as well, mabye somebody has an ideea where I should look.
But, my main question is this: for Toll height measuring, why do we need to measure the Workpiece height as well ? why can't it just use the Z0 from G54, or any other work offset ? Is there any reasoning for this, or any advantage ?
For every job, i need to touch off Z AND Workpiece height one after another, it seems redundant.
Thanks.
Regards
Newbie here, finishing my first CNC Mill.
I finally got my ProbeScreen v2 working inside gmoccapy after many tries with different versions, not even the ng was working properly during the tool change (hanging at the tool change script). All good except the jogging buttons inside the ProbeScreen tab are not working, hoping to fix this as well, mabye somebody has an ideea where I should look.
But, my main question is this: for Toll height measuring, why do we need to measure the Workpiece height as well ? why can't it just use the Z0 from G54, or any other work offset ? Is there any reasoning for this, or any advantage ?
For every job, i need to touch off Z AND Workpiece height one after another, it seems redundant.
Thanks.
Regards
Last edit: 27 Feb 2023 15:47 by unromeo21.
Please Log in or Create an account to join the conversation.
- jcdammeyer
-
- Offline
- Senior Member
-
Less
More
- Posts: 73
- Thank you received: 8
27 Feb 2023 18:07 #265511
by jcdammeyer
Replied by jcdammeyer on topic Work with probe
I asked myself that same question. From what I can see in the code, and it's been a few months since I looked, there is no stored reference for the tool touch off to be linked to. So it uses the work but that only needs to happen once per work cycle.
Say you install your raw material on the bed. Then touch off to it to determine the height of it. It knows this because it knows how long your probe is. This value is saved.
Next you call for a tool change. The code asks you to install the tool and then moves to the tool setter and probes the length of the tool and uses the tool setter height along with the earlier part touch off to determine where the tool tip is.
Now you can move to Z0 and the tool tip will be on the surface of the part ready for Z-1 for a 1mm deep cut.
The alternative, which I did, is measure the height to the milling table of the base of the spindle. I use TTS holders for the most part so my tools in the tool table are all referenced to that. The attached photo shows how I do this. The 1-2-3 blocks are used to measure the spindle based until they just slide under. At that point Z is set to 0 in the G54 co-ordinate system. And I know my mill table is 4" lower than that so I record that value. The G53 Z0 was set earlier with the homing command.
Next the tool setter is measured by moving the spindle down until it depresses and the system is notified that the internal switch closed. The math using 4" (z0) and Tool Setter trip point now gives me my tool setter height.
Now I have the two important values. The height of the tool setter relative to the table. The distance of the spindle base to the table at the G53 Z0 homed position determined from the 1-2-3 block calculation. From that I can now determine the length of the touch probe as it touches the table. That's stored in the tool table. The distance to the table from the spindle base at Z home is part of the touch off code.
What I haven't done to the code yet is tested if there is a non zero value in the tool table. If there's a non-zero value then the tool has already been measured on the tool height setter and that operation won't be needed. If the value is 0 then it measures the tool (like a drill bit in a Jacobs chuck) on the tool height setter.
Now the part still needs to be probed at least once but the tool setter isn't used every time. Each tool change just uses the tool table as normal.
I've not finished the code yet. Haven't used the mill for anything since I started playing with that and it was a few months ago. Hopefully I documented enough of what I did in the MillMockup.pdf I've attached.
Say you install your raw material on the bed. Then touch off to it to determine the height of it. It knows this because it knows how long your probe is. This value is saved.
Next you call for a tool change. The code asks you to install the tool and then moves to the tool setter and probes the length of the tool and uses the tool setter height along with the earlier part touch off to determine where the tool tip is.
Now you can move to Z0 and the tool tip will be on the surface of the part ready for Z-1 for a 1mm deep cut.
The alternative, which I did, is measure the height to the milling table of the base of the spindle. I use TTS holders for the most part so my tools in the tool table are all referenced to that. The attached photo shows how I do this. The 1-2-3 blocks are used to measure the spindle based until they just slide under. At that point Z is set to 0 in the G54 co-ordinate system. And I know my mill table is 4" lower than that so I record that value. The G53 Z0 was set earlier with the homing command.
Next the tool setter is measured by moving the spindle down until it depresses and the system is notified that the internal switch closed. The math using 4" (z0) and Tool Setter trip point now gives me my tool setter height.
Now I have the two important values. The height of the tool setter relative to the table. The distance of the spindle base to the table at the G53 Z0 homed position determined from the 1-2-3 block calculation. From that I can now determine the length of the touch probe as it touches the table. That's stored in the tool table. The distance to the table from the spindle base at Z home is part of the touch off code.
What I haven't done to the code yet is tested if there is a non zero value in the tool table. If there's a non-zero value then the tool has already been measured on the tool height setter and that operation won't be needed. If the value is 0 then it measures the tool (like a drill bit in a Jacobs chuck) on the tool height setter.
Now the part still needs to be probed at least once but the tool setter isn't used every time. Each tool change just uses the tool table as normal.
I've not finished the code yet. Haven't used the mill for anything since I started playing with that and it was a few months ago. Hopefully I documented enough of what I did in the MillMockup.pdf I've attached.
Please Log in or Create an account to join the conversation.
- JohnnyCNC
-

- Offline
- Platinum Member
-

Less
More
- Posts: 572
- Thank you received: 115
02 Mar 2023 00:18 - 02 Mar 2023 02:33 #265685
by JohnnyCNC
Replied by JohnnyCNC on topic Work with probe
Attached are the files related to my M6 remap and and the use of a 3D probe, Toolsetter, and a mix of fixed length tools (Tormach TTS) and variable length tools. I am running QTDragon but may help or give you ideas.This whole project was a bit of a mind bender but it has been working great.Good Luck.
I found some typos and reposted this document
I found some typos and reposted this document
Attachments:
Last edit: 02 Mar 2023 02:33 by JohnnyCNC.
The following user(s) said Thank You: jcdammeyer
Please Log in or Create an account to join the conversation.
- perry1987
- Offline
- New Member
-
Less
More
- Posts: 1
- Thank you received: 0
09 Jun 2023 16:33 #273245
by perry1987
Replied by perry1987 on topic Work with probe
hey guys im trying to get working with Probe Screen-NG github.com/linuxcnc-probe-screen/probe-screen-ng
I have a 3D Touch probe and a tool height setter or2 together and I can successfully probe workpieces now but if I MDI Tx M6 G43 a window pops up asking if I changed the tool and to click ok so I click OK and then nothing happens.. if I type Tx M6 G43 again it then goes over and touches the tool off on the tool height setter...
what could be happening?
I have a 3D Touch probe and a tool height setter or2 together and I can successfully probe workpieces now but if I MDI Tx M6 G43 a window pops up asking if I changed the tool and to click ok so I click OK and then nothing happens.. if I type Tx M6 G43 again it then goes over and touches the tool off on the tool height setter...
what could be happening?
Please Log in or Create an account to join the conversation.
Time to create page: 0.806 seconds