Search Results (Searched for: )
- Tinker
- Tinker
22 Feb 2025 20:59
Replied by Tinker on topic 7I97T joint following error
7I97T joint following error
Category: General LinuxCNC Questions
- RDA
- RDA
22 Feb 2025 20:40
Replied by RDA on topic EtherCAT plasma torch voltage reader
EtherCAT plasma torch voltage reader
Category: Show Your Stuff
- cakeslob
- cakeslob
22 Feb 2025 20:39
Replied by cakeslob on topic What commercial machines use Linux CnC
What commercial machines use Linux CnC
Category: General LinuxCNC Questions
- tommylight

22 Feb 2025 20:38
Replied by tommylight on topic Operating computers in the cold
Operating computers in the cold
Category: Computers and Hardware
- RDA
- RDA
22 Feb 2025 20:34
Replied by RDA on topic EtherCAT plasma torch voltage reader
EtherCAT plasma torch voltage reader
Category: Show Your Stuff
- tommylight
22 Feb 2025 20:32
Replied by tommylight on topic What commercial machines use Linux CnC
What commercial machines use Linux CnC
Category: General LinuxCNC Questions
")
- tommylight
22 Feb 2025 20:24
Replied by tommylight on topic Linuxcnc hotspot on raspberry pi
Linuxcnc hotspot on raspberry pi
Category: General LinuxCNC Questions
- NT4Boy
- NT4Boy
22 Feb 2025 20:23
Replied by NT4Boy on topic HURCO KMB-1 Control Update
HURCO KMB-1 Control Update
Category: Milling Machines
- Hakan
- Hakan
22 Feb 2025 20:12
Replied by Hakan on topic EtherCAT plasma torch voltage reader
EtherCAT plasma torch voltage reader
Category: Show Your Stuff
- smc.collins
- smc.collins
22 Feb 2025 19:54
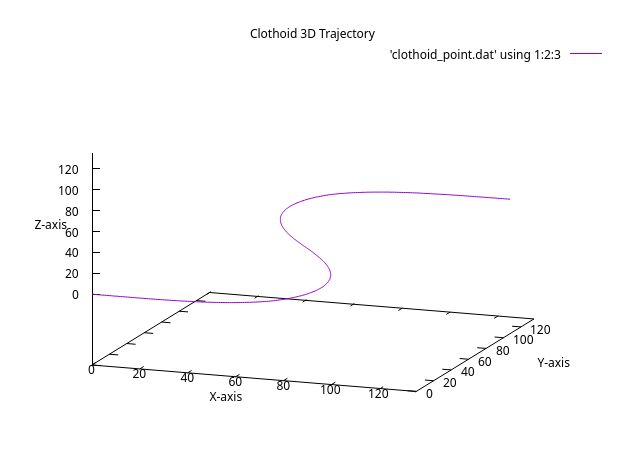
Replied by smc.collins on topic scurve trajectory planner
scurve trajectory planner
Category: General LinuxCNC Questions

- jyeomans
- jyeomans
22 Feb 2025 19:53
- Dedeer
- Dedeer
22 Feb 2025 19:32
Replied by Dedeer on topic Operating computers in the cold
Operating computers in the cold
Category: Computers and Hardware
- rodw

22 Feb 2025 19:30
Replied by rodw on topic EtherCAT plasma torch voltage reader
EtherCAT plasma torch voltage reader
Category: Show Your Stuff
- Boogie
- Boogie
22 Feb 2025 19:29
- rodw
22 Feb 2025 19:28
Replied by rodw on topic EtherCAT plasma torch voltage reader
EtherCAT plasma torch voltage reader
Category: Show Your Stuff
Time to create page: 0.394 seconds