Search Results (Searched for: )
- RV3Dtech
- RV3Dtech
14 Jan 2025 20:22

- dg9mdr
- dg9mdr
14 Jan 2025 20:05
Replied by dg9mdr on topic Maus funktioniert nicht bei Spindel Start
Maus funktioniert nicht bei Spindel Start
Category: Deutsch
- DieLimo
- DieLimo
14 Jan 2025 20:02 - 14 Jan 2025 20:12
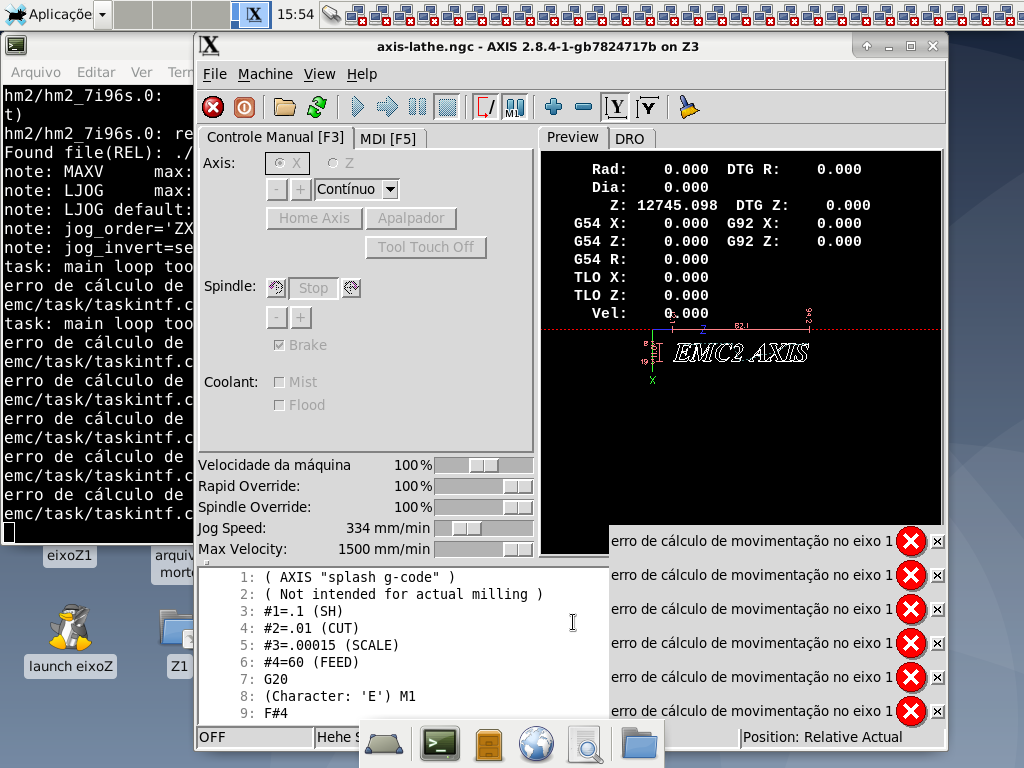
Coordinate system in GUI does not match machine was created by DieLimo
Coordinate system in GUI does not match machine
Category: Basic Configuration


- Aciera

14 Jan 2025 19:40
Replied by Aciera on topic How to call a python script in gcode
How to call a python script in gcode
Category: General LinuxCNC Questions
- programador

14 Jan 2025 19:29 - 14 Jan 2025 19:34
Replied by programador on topic How to call a python script in gcode
How to call a python script in gcode
Category: General LinuxCNC Questions
- PCW

14 Jan 2025 19:11
- HansU

14 Jan 2025 19:07
Replied by HansU on topic Probe screen for WXGA monitor with 1366x768 dpi in linuxcnc 2.9
Probe screen for WXGA monitor with 1366x768 dpi in linuxcnc 2.9
Category: Gmoccapy
- programador
14 Jan 2025 19:01
Replied by programador on topic How to use the velocity encoder signal as position feedback for the 7i77 board?
How to use the velocity encoder signal as position feedback for the 7i77 board?
Category: HAL
- PCW
14 Jan 2025 18:30
Replied by PCW on topic Error problem hm2 7i96s 7i77 analogout scalemax not found ?
Error problem hm2 7i96s 7i77 analogout scalemax not found ?
Category: HAL
- programador
14 Jan 2025 18:13
Replied by programador on topic Error problem hm2 7i96s 7i77 analogout scalemax not found ?
Error problem hm2 7i96s 7i77 analogout scalemax not found ?
Category: HAL
- PCW
14 Jan 2025 18:09
- programador
14 Jan 2025 17:58
- TomAlborough

14 Jan 2025 17:56
Replied by TomAlborough on topic RPi 5 with 6.12 PREEMPT_RT = Using POSIX non-realtime
RPi 5 with 6.12 PREEMPT_RT = Using POSIX non-realtime
Category: Installing LinuxCNC
- Clive S
- Clive S
14 Jan 2025 17:10
Replied by Clive S on topic Homing an axis moves away from home switch!
Homing an axis moves away from home switch!
Category: StepConf Wizard
- langdons

14 Jan 2025 17:09
Replied by langdons on topic Homing an axis moves away from home switch!
Homing an axis moves away from home switch!
Category: StepConf Wizard
Time to create page: 0.461 seconds