Search Results (Searched for: )
- PCW

28 Aug 2025 13:52
Replied by PCW on topic Serial port asynchronous reading
Serial port asynchronous reading
Category: Advanced Configuration
- andypugh

28 Aug 2025 13:50
- andypugh
28 Aug 2025 13:42
Replied by andypugh on topic Adaptive Feed Rate HAL example?
Adaptive Feed Rate HAL example?
Category: HAL
- PCW
28 Aug 2025 13:28
Replied by PCW on topic Use override to modify laser power
Use override to modify laser power
Category: Plasma & Laser
- PCW
28 Aug 2025 13:07
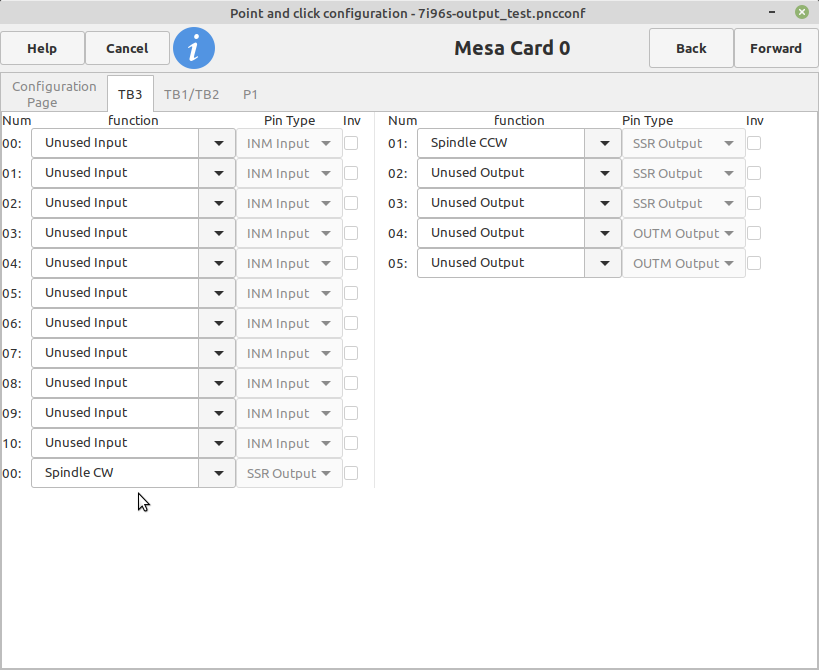
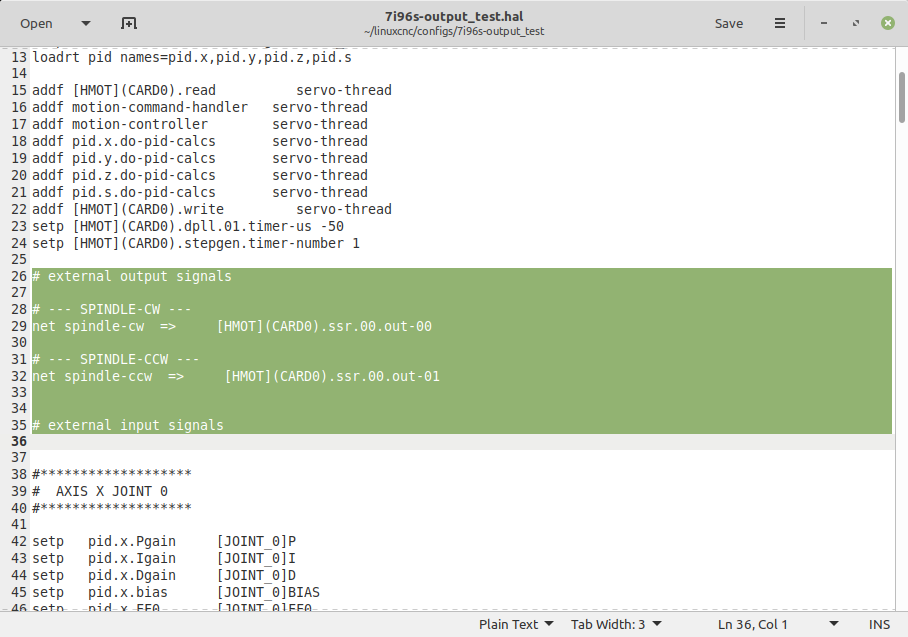
Replied by PCW on topic Pulling out my hair trying to set up a spindle on 7i96
Pulling out my hair trying to set up a spindle on 7i96
Category: Basic Configuration
- ts
- ts
28 Aug 2025 12:57 - 28 Aug 2025 13:01
Replied by ts on topic Serial port asynchronous reading
Serial port asynchronous reading
Category: Advanced Configuration
- andypugh
28 Aug 2025 12:51
Replied by andypugh on topic Serial port asynchronous reading
Serial port asynchronous reading
Category: Advanced Configuration
- PCW
28 Aug 2025 12:34
- Ul
- Ul
28 Aug 2025 12:25 - 28 Aug 2025 12:28
Replied by Ul on topic in linuxcnc freecad 1.0 einbinden
in linuxcnc freecad 1.0 einbinden
Category: Configuration Tools

- jschulze
- jschulze
28 Aug 2025 11:57
Replied by jschulze on topic How to modify 5axiskins from BC head to AC head
How to modify 5axiskins from BC head to AC head
Category: General LinuxCNC Questions
- Ul
- Ul
28 Aug 2025 11:55
Replied by Ul on topic in linuxcnc freecad 1.0 einbinden
in linuxcnc freecad 1.0 einbinden
Category: Configuration Tools
- Aciera

28 Aug 2025 11:50 - 28 Aug 2025 11:57
Replied by Aciera on topic in linuxcnc freecad 1.0 einbinden
in linuxcnc freecad 1.0 einbinden
Category: Configuration Tools
- Ul
- Ul
28 Aug 2025 10:57
Replied by Ul on topic in linuxcnc freecad 1.0 einbinden
in linuxcnc freecad 1.0 einbinden
Category: Configuration Tools
- ts
- ts
28 Aug 2025 10:51 - 28 Aug 2025 11:02
Serial port asynchronous reading was created by ts
Serial port asynchronous reading
Category: Advanced Configuration
- Aciera
28 Aug 2025 09:25
Replied by Aciera on topic How to modify 5axiskins from BC head to AC head
How to modify 5axiskins from BC head to AC head
Category: General LinuxCNC Questions
Time to create page: 1.777 seconds