Search Results (Searched for: )
- Jdolecki
- Jdolecki
28 Dec 2024 21:00 - 31 Dec 2024 02:38
- gardenweazel

28 Dec 2024 20:56
Replied by gardenweazel on topic Inconsistent values from Versaprobe
Inconsistent values from Versaprobe
Category: Qtvcp
- IronManDylan
- IronManDylan
28 Dec 2024 20:51
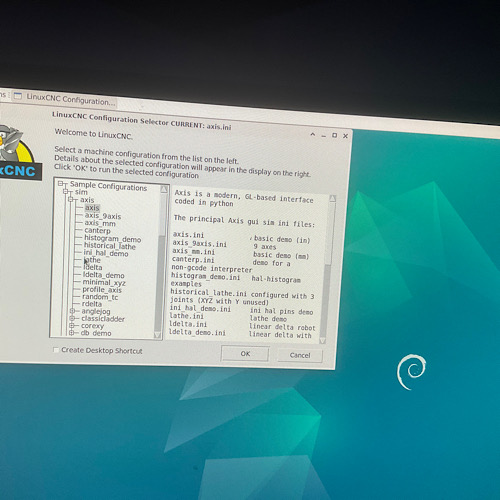
Replied by IronManDylan on topic Fast Hole EDM from Hacked Parts
Fast Hole EDM from Hacked Parts
Category: General LinuxCNC Questions
- IronManDylan
- IronManDylan
28 Dec 2024 20:41
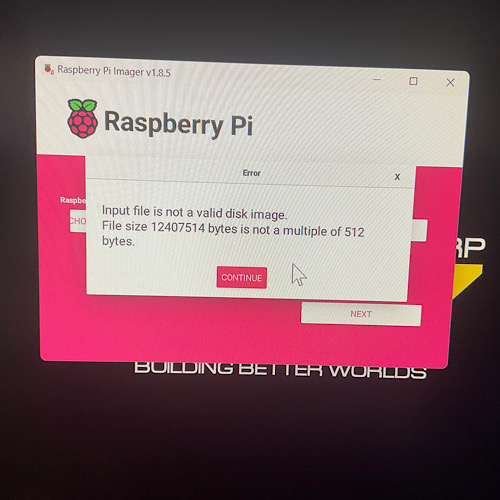
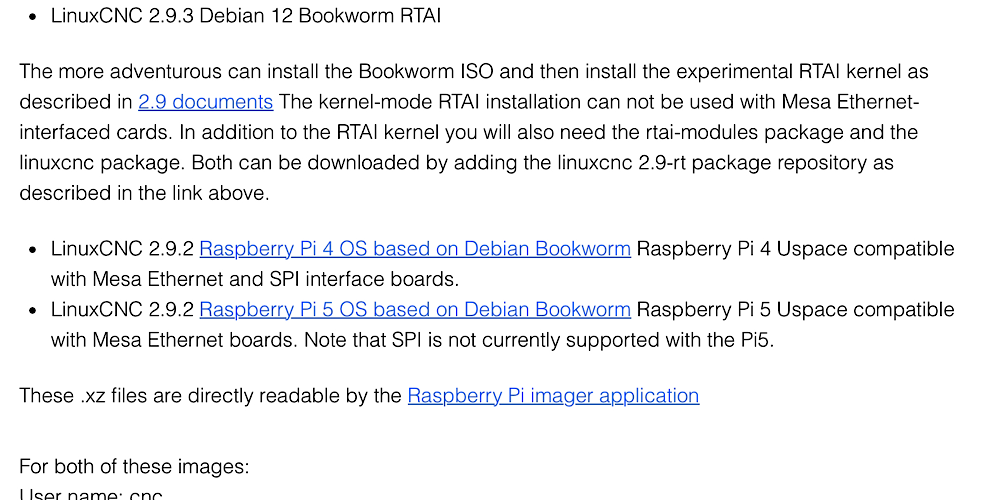
Replied by IronManDylan on topic How do I Update to 2.10
How do I Update to 2.10
Category: General LinuxCNC Questions
- gardenweazel
28 Dec 2024 20:02
Replied by gardenweazel on topic Inconsistent values from Versaprobe
Inconsistent values from Versaprobe
Category: Qtvcp
- Thayloreing
- Thayloreing
28 Dec 2024 20:00
Replied by Thayloreing on topic pin to reload gcode
pin to reload gcode
Category: General LinuxCNC Questions
- hmnijp
- hmnijp
28 Dec 2024 19:20
- Jdolecki
- Jdolecki
28 Dec 2024 19:10
- Aciera

28 Dec 2024 19:09
Replied by Aciera on topic Easy way to compensate skew in X/Y axis ?
Easy way to compensate skew in X/Y axis ?
Category: General LinuxCNC Questions
- Aciera
28 Dec 2024 19:07
Replied by Aciera on topic How do I Update to 2.10
How do I Update to 2.10
Category: General LinuxCNC Questions
- MaHa
- MaHa
28 Dec 2024 18:44
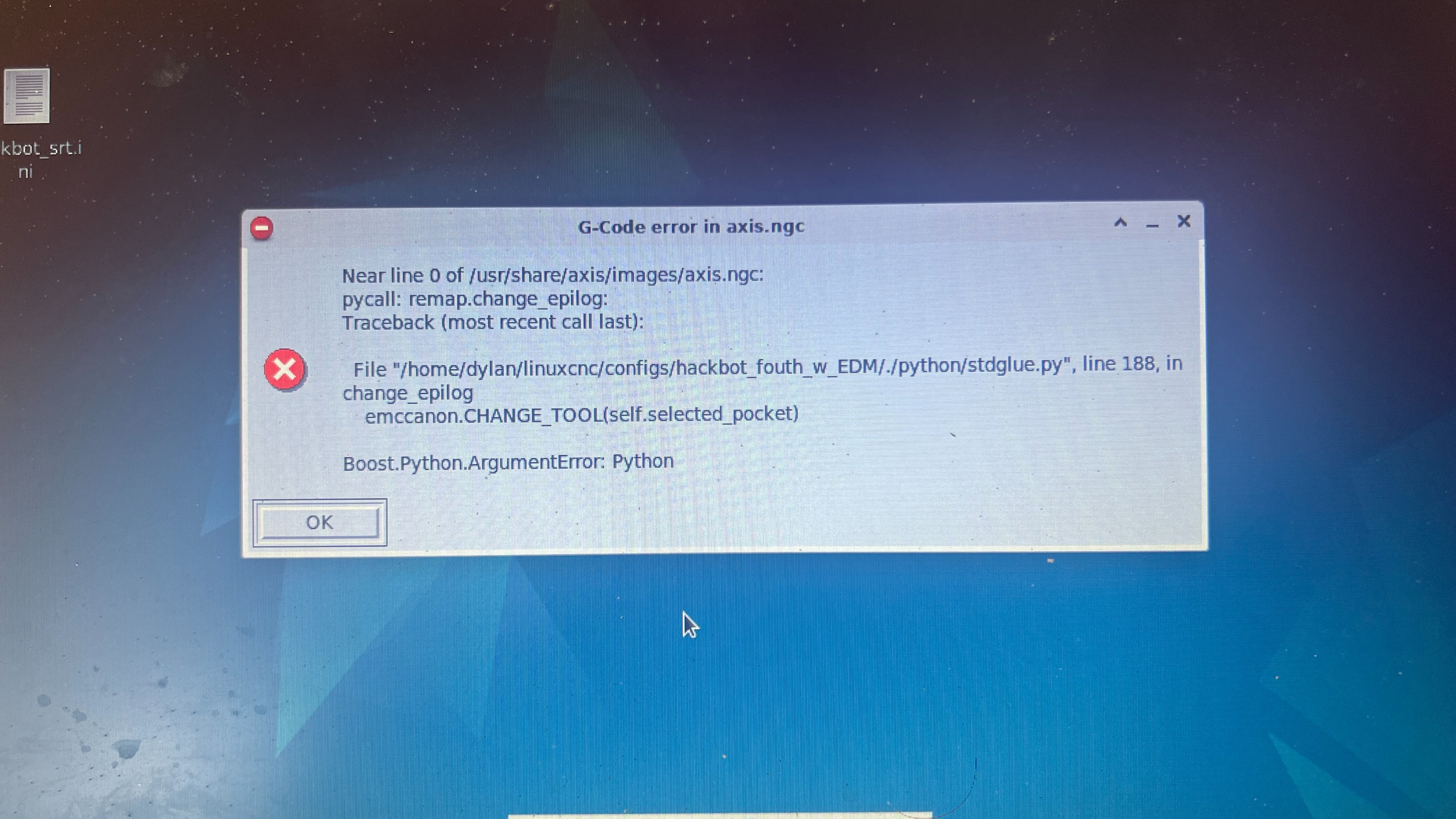
Remap argspec in stdglue.py was created by MaHa
Remap argspec in stdglue.py
Category: Advanced Configuration
- IronManDylan
- IronManDylan
28 Dec 2024 18:36
Replied by IronManDylan on topic How do I Update to 2.10
How do I Update to 2.10
Category: General LinuxCNC Questions
- JT

28 Dec 2024 18:28
- karnalta
- karnalta
28 Dec 2024 18:27
Precise Z axis homing reference was created by karnalta
Precise Z axis homing reference
Category: CNC Machines
")
- Thayloreing
- Thayloreing
28 Dec 2024 18:16 - 28 Dec 2024 18:18
pin to reload gcode was created by Thayloreing
pin to reload gcode
Category: General LinuxCNC Questions
Time to create page: 2.864 seconds