Search Results (Searched for: )
- zieluch
- zieluch
25 Dec 2024 22:21
Replied by zieluch on topic Inconsistent values from Versaprobe
Inconsistent values from Versaprobe
Category: Qtvcp
- MrDe
- MrDe
25 Dec 2024 22:09 - 25 Dec 2024 22:14
Replied by MrDe on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- thomaseg
- thomaseg
25 Dec 2024 21:44 - 25 Dec 2024 21:48
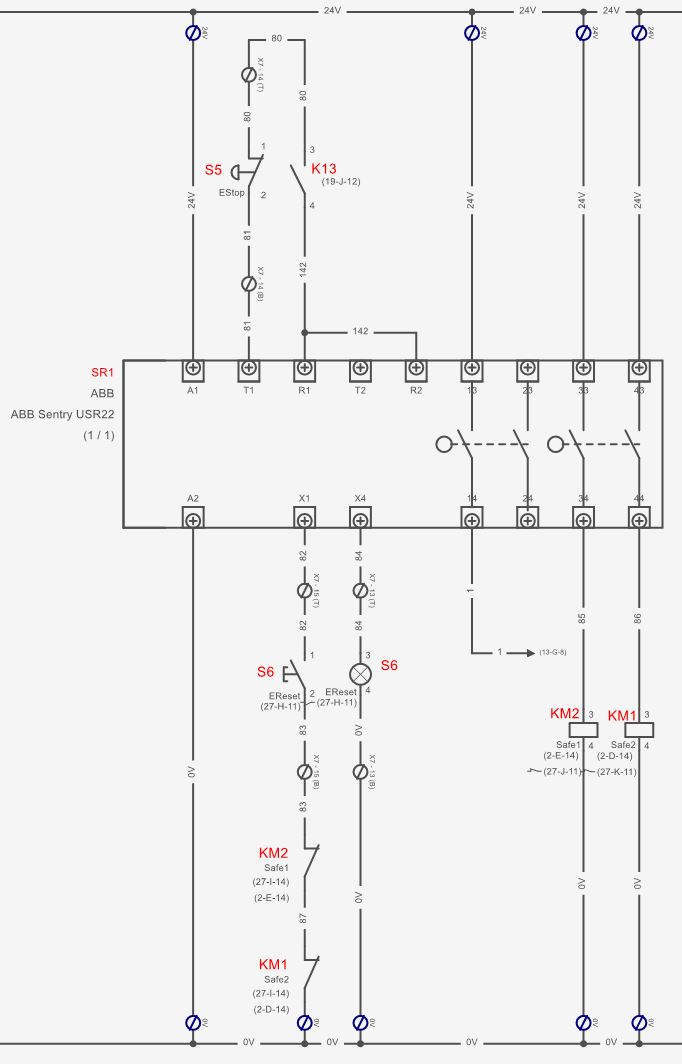
Physical safety relay and software estop latch working together? was created by thomaseg
Physical safety relay and software estop latch working together?
Category: HAL

- scotta

25 Dec 2024 21:32
Replied by scotta on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- wrhammer
- wrhammer
25 Dec 2024 21:20 - 25 Dec 2024 21:23
Python commands lag time for remap was created by wrhammer
Python commands lag time for remap
Category: Advanced Configuration
- Aciera

25 Dec 2024 21:18
- Diel
- Diel
25 Dec 2024 21:16
- Diel
- Diel
25 Dec 2024 21:13
- sin-do-re
- sin-do-re
25 Dec 2024 20:02 - 25 Dec 2024 20:09
Arc G02 G03 Issue while converting FastNEST Gcode to LinuxCNC was created by sin-do-re
Arc G02 G03 Issue while converting FastNEST Gcode to LinuxCNC
Category: General LinuxCNC Questions
- papagno-source
- papagno-source
25 Dec 2024 19:39
convert 32 bit float in 64 bit float was created by papagno-source
convert 32 bit float in 64 bit float
Category: HAL
- tommylight

25 Dec 2024 19:33
- papagno-source
- papagno-source
25 Dec 2024 19:14
- Hakan
- Hakan
25 Dec 2024 19:04
- papagno-source
- papagno-source
25 Dec 2024 18:30 - 25 Dec 2024 18:35
- Lcvette

25 Dec 2024 18:27
Time to create page: 0.569 seconds