Search Results (Searched for: )
- cutnweld
- cutnweld
26 Jul 2024 15:19
- Cant do this anymore bye all

26 Jul 2024 15:16
Replied by Cant do this anymore bye all on topic LinuxCNC machine setup with Rasperry Pi4 and Mesa 7i76 for communication
LinuxCNC machine setup with Rasperry Pi4 and Mesa 7i76 for communication
Category: General LinuxCNC Questions
- Aciera

26 Jul 2024 15:14
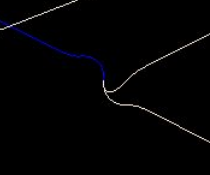
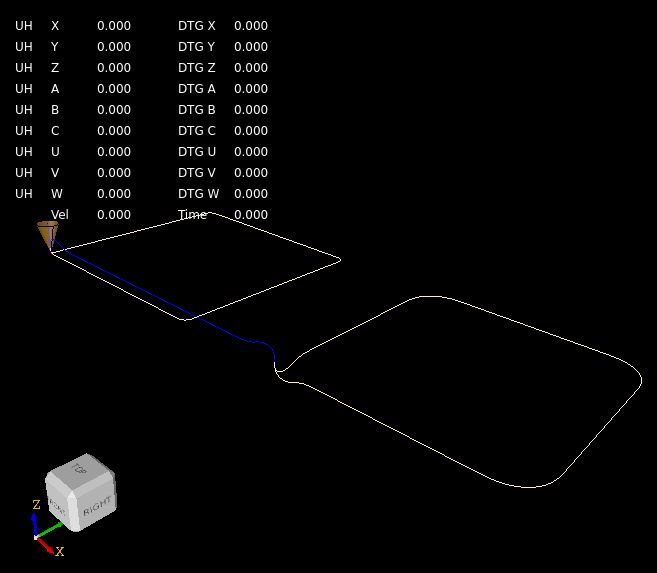
Replied by Aciera on topic Trajectory Planner using Ruckig Lib
Trajectory Planner using Ruckig Lib
Category: General LinuxCNC Questions
- elovalvo
- elovalvo
26 Jul 2024 15:13
Replied by elovalvo on topic LinuxCNC on Raspberry Pi 5
LinuxCNC on Raspberry Pi 5
Category: Installing LinuxCNC
- jmelson
- jmelson
26 Jul 2024 15:06
Replied by jmelson on topic Yaskawa incremental encoder and Mesa 7i48
Yaskawa incremental encoder and Mesa 7i48
Category: Driver Boards
- sin-do-re
- sin-do-re
26 Jul 2024 15:01
Replied by sin-do-re on topic Inserting an Output-ON M-Code in QtPlasmac g-code
Inserting an Output-ON M-Code in QtPlasmac g-code
Category: General LinuxCNC Questions
- Lcvette

26 Jul 2024 14:46
Replied by Lcvette on topic Trajectory Planner using Ruckig Lib
Trajectory Planner using Ruckig Lib
Category: General LinuxCNC Questions
- Lcvette
26 Jul 2024 14:41
Replied by Lcvette on topic Trajectory Planner using Ruckig Lib
Trajectory Planner using Ruckig Lib
Category: General LinuxCNC Questions
- Aciera
26 Jul 2024 14:08
Replied by Aciera on topic Trajectory Planner using Ruckig Lib
Trajectory Planner using Ruckig Lib
Category: General LinuxCNC Questions
- Aciera
26 Jul 2024 14:01 - 26 Jul 2024 14:02
Replied by Aciera on topic Taig Lathe conversion to LinuxCNC: M3 is not turning on spindle
Taig Lathe conversion to LinuxCNC: M3 is not turning on spindle
Category: StepConf Wizard
- Grotius

26 Jul 2024 14:00
Replied by Grotius on topic Trajectory Planner using Ruckig Lib
Trajectory Planner using Ruckig Lib
Category: General LinuxCNC Questions
- Aciera
26 Jul 2024 13:55
Replied by Aciera on topic Taig Lathe conversion to LinuxCNC: M3 is not turning on spindle
Taig Lathe conversion to LinuxCNC: M3 is not turning on spindle
Category: StepConf Wizard
- mariusl

26 Jul 2024 13:37
- Cerezas
- Cerezas
26 Jul 2024 13:33
- Aciera
26 Jul 2024 13:22
Time to create page: 0.460 seconds