Search Results (Searched for: )
- smv
- smv
07 Aug 2025 06:52
- dannym
- dannym
07 Aug 2025 03:33
Replied by dannym on topic Bit length checking on top datum
Bit length checking on top datum
Category: General LinuxCNC Questions
- PCW

07 Aug 2025 03:27
Replied by PCW on topic Using a 7i95T for 3 axis + handwheels
Using a 7i95T for 3 axis + handwheels
Category: Advanced Configuration
- MikkelRS

07 Aug 2025 03:09
Replied by MikkelRS on topic Using a 7i95T for 3 axis + handwheels
Using a 7i95T for 3 axis + handwheels
Category: Advanced Configuration
- Benb

07 Aug 2025 01:55
Replied by Benb on topic Switch relay in a defined x position
Switch relay in a defined x position
Category: Advanced Configuration
- sivaraj
- sivaraj
07 Aug 2025 01:44
Replied by sivaraj on topic Controlling existing motors with resolvers
Controlling existing motors with resolvers
Category: Driver Boards
- PCW
07 Aug 2025 00:21 - 07 Aug 2025 01:23
Replied by PCW on topic Lichuan LC10E Ethercat Absolute - 10mm following error
Lichuan LC10E Ethercat Absolute - 10mm following error
Category: EtherCAT
- andypugh

06 Aug 2025 23:42
Replied by andypugh on topic Lichuan LC10E Ethercat Absolute - 10mm following error
Lichuan LC10E Ethercat Absolute - 10mm following error
Category: EtherCAT
- scotta

06 Aug 2025 20:51
Replied by scotta on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- RLA
- RLA
06 Aug 2025 20:48
- SebastianM
- SebastianM
06 Aug 2025 19:11 - 06 Aug 2025 22:01
Replied by SebastianM on topic "KeyError" suddenly appears after moving a limitswitch
"KeyError" suddenly appears after moving a limitswitch
Category: QtPyVCP
- michaelvdberghe
- michaelvdberghe
06 Aug 2025 17:30
Replied by michaelvdberghe on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- heaven
- heaven
06 Aug 2025 15:40
Replied by heaven on topic vibration at lowspeed.
vibration at lowspeed.
Category: Advanced Configuration

- konrad
- konrad
06 Aug 2025 14:53
Replied by konrad on topic prevent jog limit error
prevent jog limit error
Category: General LinuxCNC Questions
- seuchato
- seuchato
06 Aug 2025 14:44
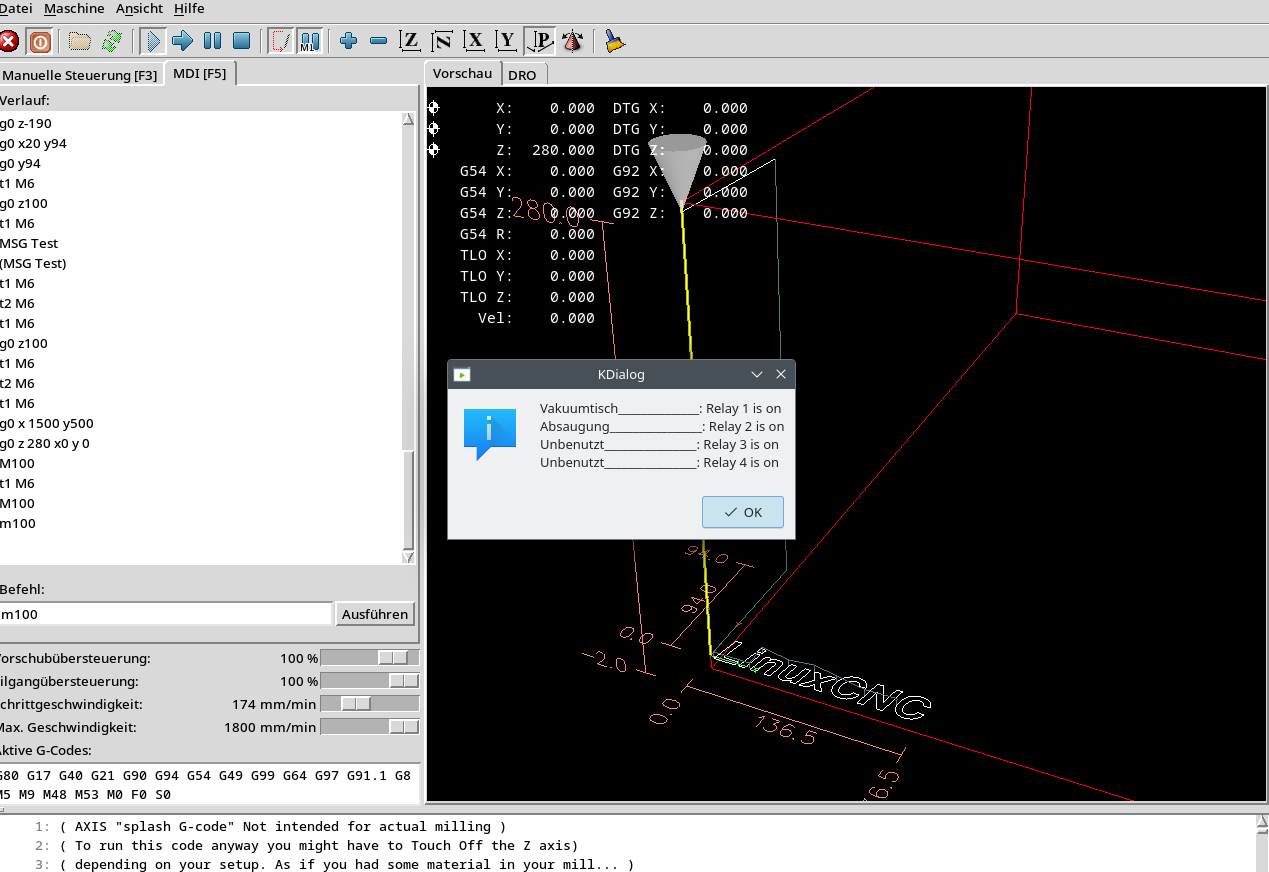
M1xx: Controlling Relays (solenoids) from within axis MDI was created by seuchato
M1xx: Controlling Relays (solenoids) from within axis MDI
Category: Advanced Configuration
Time to create page: 1.001 seconds