Search Results (Searched for: )
- mariusl

14 Apr 2025 06:53 - 14 Apr 2025 06:55
- Aciera

14 Apr 2025 06:48
Replied by Aciera on topic CNC doesn't work with new update
CNC doesn't work with new update
Category: General LinuxCNC Questions
- Aciera
14 Apr 2025 06:45
Replied by Aciera on topic Planning to Retrofit a Mazak Integrex200Y Mill-Turn Machine
Planning to Retrofit a Mazak Integrex200Y Mill-Turn Machine
Category: Advanced Configuration
- sameedansar
- sameedansar
14 Apr 2025 06:33
Replied by sameedansar on topic Steppers motor start moving without any commads being given
Steppers motor start moving without any commads being given
Category: General LinuxCNC Questions
- theslawek
- theslawek
14 Apr 2025 06:16
Replied by theslawek on topic Need help making rotary axis behave like second spindle
Need help making rotary axis behave like second spindle
Category: Advanced Configuration
- tcbmetalworks
- tcbmetalworks
14 Apr 2025 05:43
Replied by tcbmetalworks on topic 10.5 x 25 cnc plasma table retrofit
10.5 x 25 cnc plasma table retrofit
Category: Computers and Hardware
- unknown
- unknown
14 Apr 2025 04:41
- notJamesLee
- notJamesLee
14 Apr 2025 03:44
Determining Angular Scale - Help w/ Microsteps was created by notJamesLee
Determining Angular Scale - Help w/ Microsteps
Category: Configuration Tools
- PCW

14 Apr 2025 03:03
- unknown
- unknown
14 Apr 2025 00:53
Replied by unknown on topic RPi 4, LinuxCNC upgrade doesn't upgrade kernel
RPi 4, LinuxCNC upgrade doesn't upgrade kernel
Category: Installing LinuxCNC
- tcbmetalworks
- tcbmetalworks
14 Apr 2025 00:08
Replied by tcbmetalworks on topic 10.5 x 25 cnc plasma table retrofit
10.5 x 25 cnc plasma table retrofit
Category: Computers and Hardware
- vre
- vre
13 Apr 2025 23:23
- foam man
- foam man
13 Apr 2025 22:54
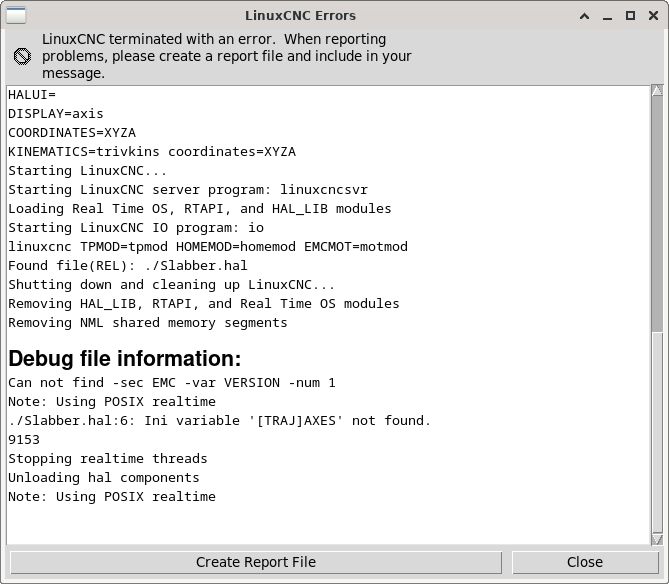
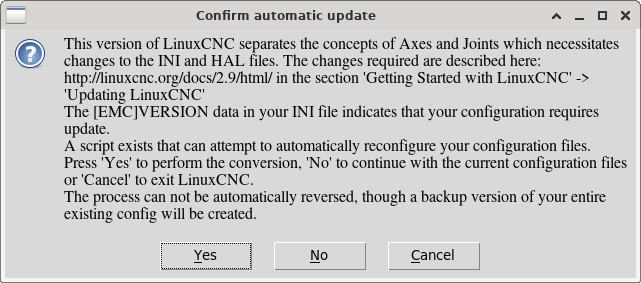
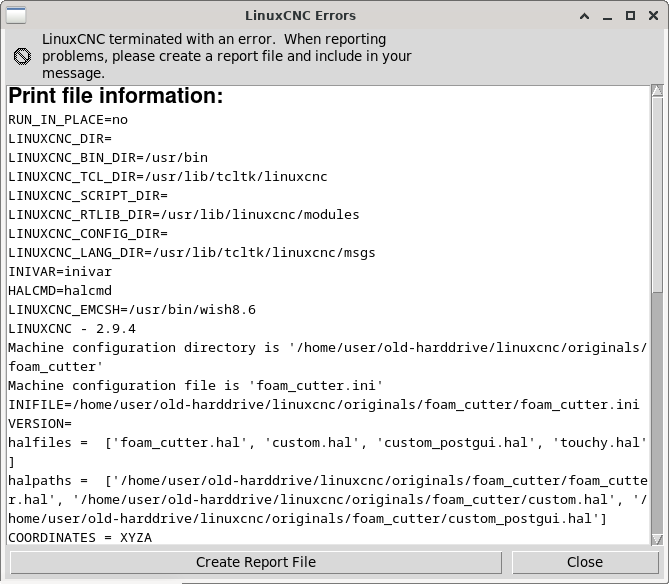
Replied by foam man on topic CNC doesn't work with new update
CNC doesn't work with new update
Category: General LinuxCNC Questions
- foam man
- foam man
13 Apr 2025 22:50
CNC doesn't work with new update was created by foam man
CNC doesn't work with new update
Category: General LinuxCNC Questions
{kind=link}
- rodw

13 Apr 2025 22:03
Replied by rodw on topic How to pass parameters .comp file
How to pass parameters .comp file
Category: HAL
Time to create page: 0.415 seconds