Search Results (Searched for: )
- Giovanni
- Giovanni
03 Oct 2024 11:09
Replied by Giovanni on topic NativeCam on LinuxCNC 2.9.3
NativeCam on LinuxCNC 2.9.3
Category: NativeCAM
- Grotius

03 Oct 2024 10:47
Replied by Grotius on topic Trajectory Planner using Ruckig Lib
Trajectory Planner using Ruckig Lib
Category: General LinuxCNC Questions







- PeterSi
- PeterSi
03 Oct 2024 10:42
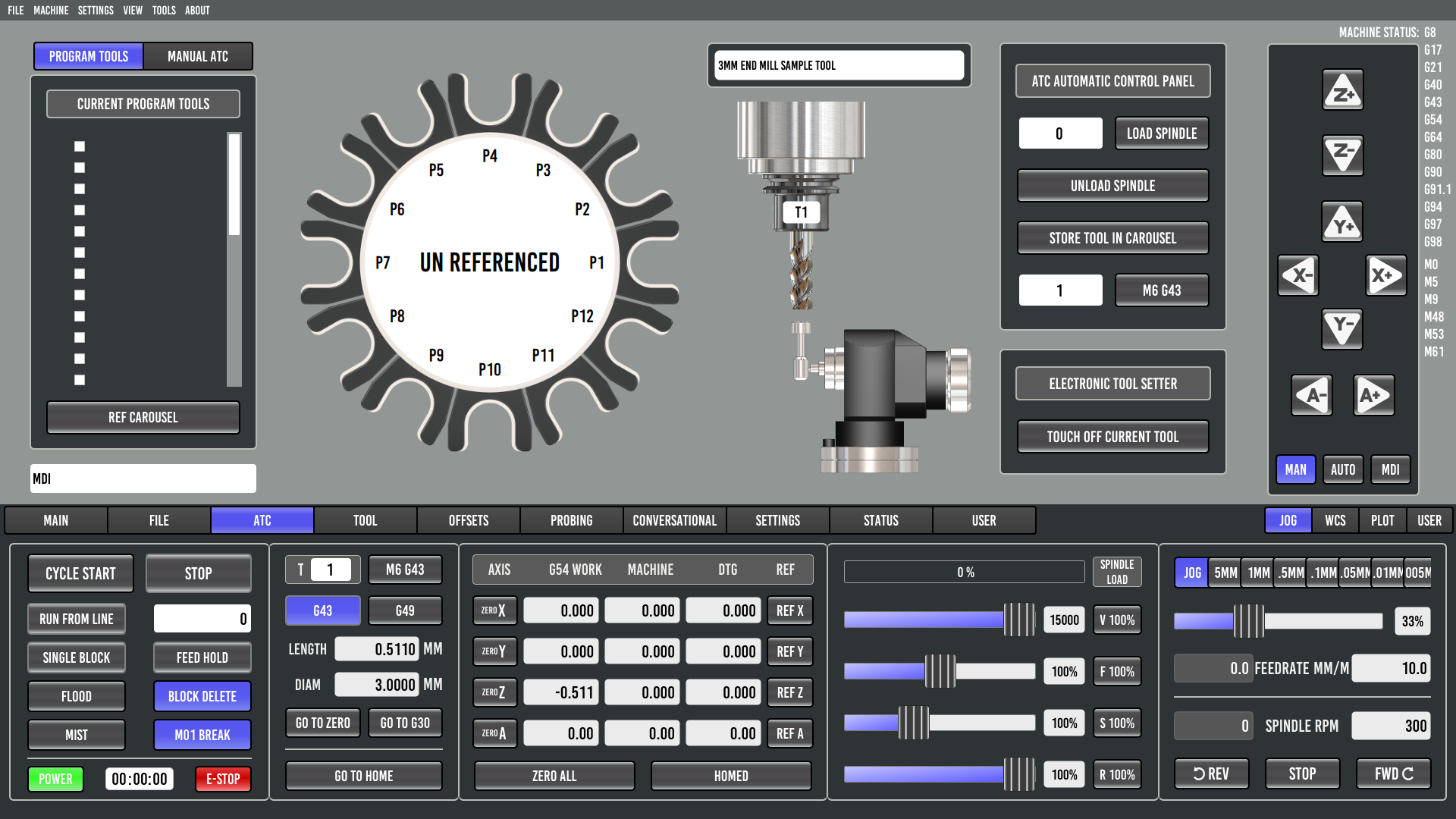
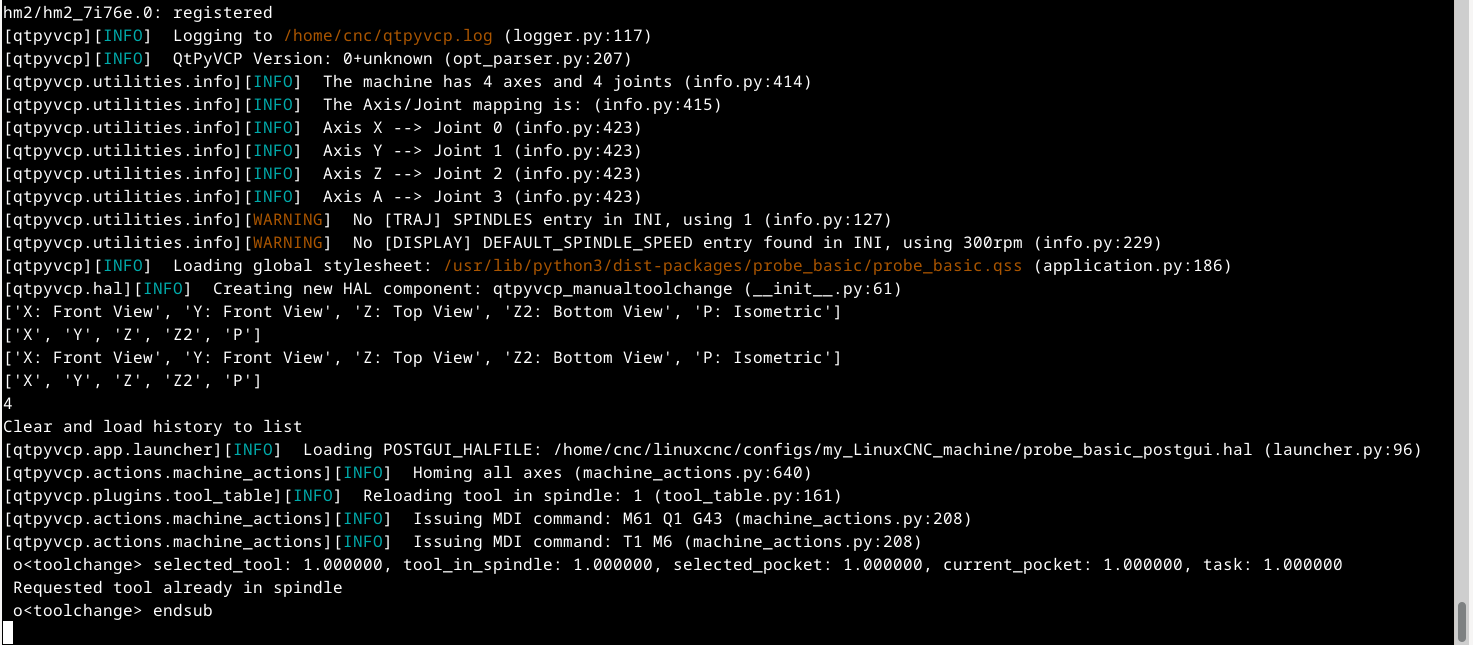
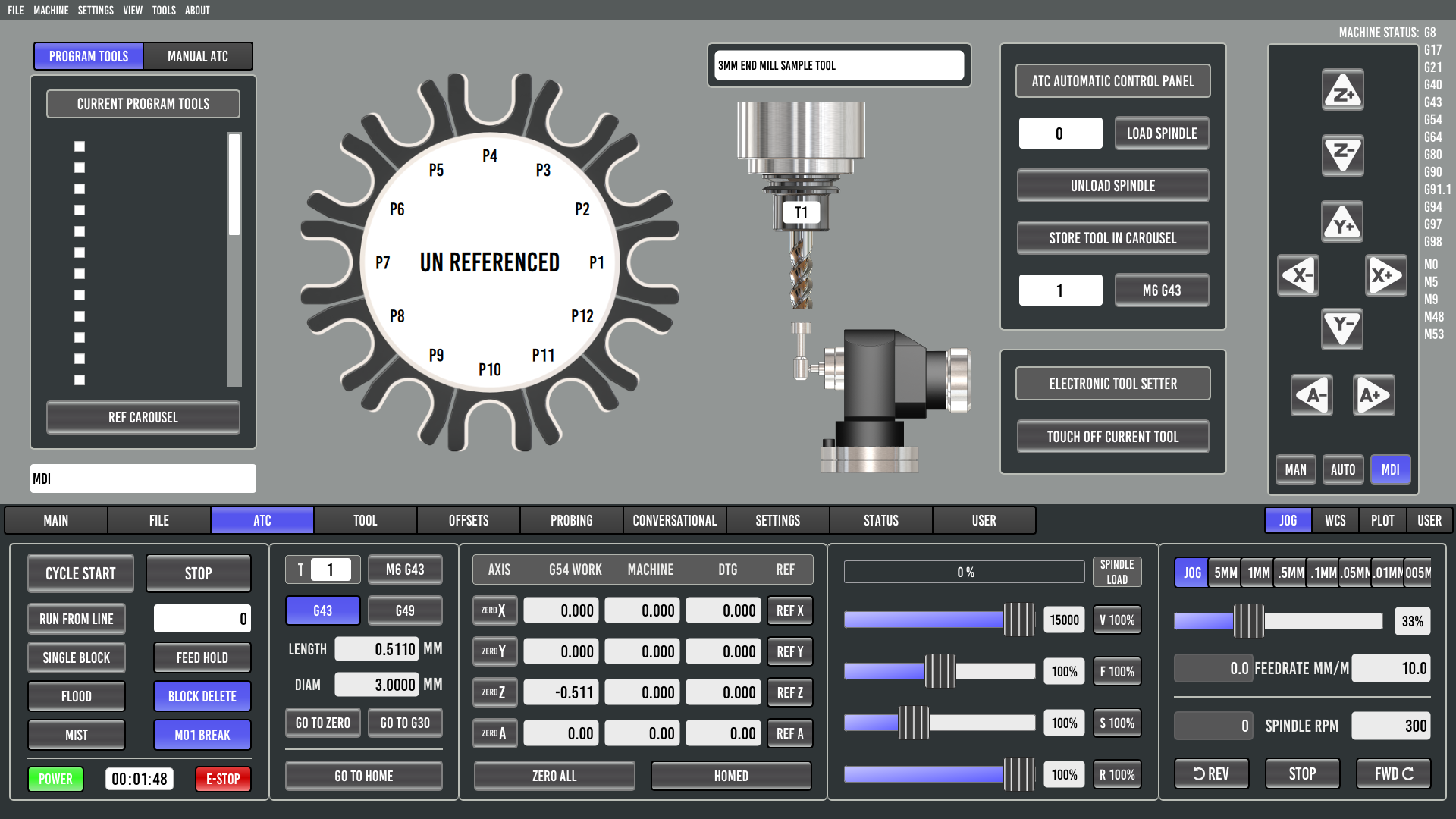
Replied by PeterSi on topic Probe Basic ATC Setup Problems
Probe Basic ATC Setup Problems
Category: QtPyVCP
- Str8jacket
- Str8jacket
03 Oct 2024 09:27

- snowgoer540

03 Oct 2024 09:19
Replied by snowgoer540 on topic Cut Recovery Not Consistently Triggering
Cut Recovery Not Consistently Triggering
Category: Plasmac
- MarkoPolo
- MarkoPolo
03 Oct 2024 09:06
Replied by MarkoPolo on topic Error in tool_offsetview.py
Error in tool_offsetview.py
Category: Qtvcp
- MennilTossFlykune
- MennilTossFlykune
03 Oct 2024 08:20
Replied by MennilTossFlykune on topic Error in tool_offsetview.py
Error in tool_offsetview.py
Category: Qtvcp
- Muecke

03 Oct 2024 07:01
- cmorley
- cmorley
03 Oct 2024 04:35
- Uthayne
- Uthayne
03 Oct 2024 02:44
Replied by Uthayne on topic Cut Recovery Not Consistently Triggering
Cut Recovery Not Consistently Triggering
Category: Plasmac
- PCW

03 Oct 2024 02:13
Replied by PCW on topic New project, litehm2: a hostmot2 port to linsn rv901t
New project, litehm2: a hostmot2 port to linsn rv901t
Category: Driver Boards
- spumco
- spumco
03 Oct 2024 02:13
Replied by spumco on topic [Solved] Probe Basic - program timer error
[Solved] Probe Basic - program timer error
Category: QtPyVCP
- AnkerFly
- AnkerFly
03 Oct 2024 01:51
Replied by AnkerFly on topic New project, litehm2: a hostmot2 port to linsn rv901t
New project, litehm2: a hostmot2 port to linsn rv901t
Category: Driver Boards
- spumco
- spumco
03 Oct 2024 01:28
Replied by spumco on topic [Solved] Probe Basic - program timer error
[Solved] Probe Basic - program timer error
Category: QtPyVCP
- jonsar
- jonsar
03 Oct 2024 00:16
Replied by jonsar on topic up grade fresh install
up grade fresh install
Category: Installing LinuxCNC
Time to create page: 1.055 seconds