Search Results (Searched for: )
- WKS-3D

11 Sep 2024 09:54
Probe Basic Lathe - Konfiguration von Axis übernehmen was created by WKS-3D
Probe Basic Lathe - Konfiguration von Axis übernehmen
Category: QtPyVCP
- shaying526
- shaying526
11 Sep 2024 09:51 - 14 Sep 2024 02:12

- machinedude

11 Sep 2024 09:49 - 11 Sep 2024 09:50
Replied by machinedude on topic What do you really get for a $350 desk top engraver ?
What do you really get for a $350 desk top engraver ?
Category: Show Your Stuff
- WKS-3D
11 Sep 2024 09:39
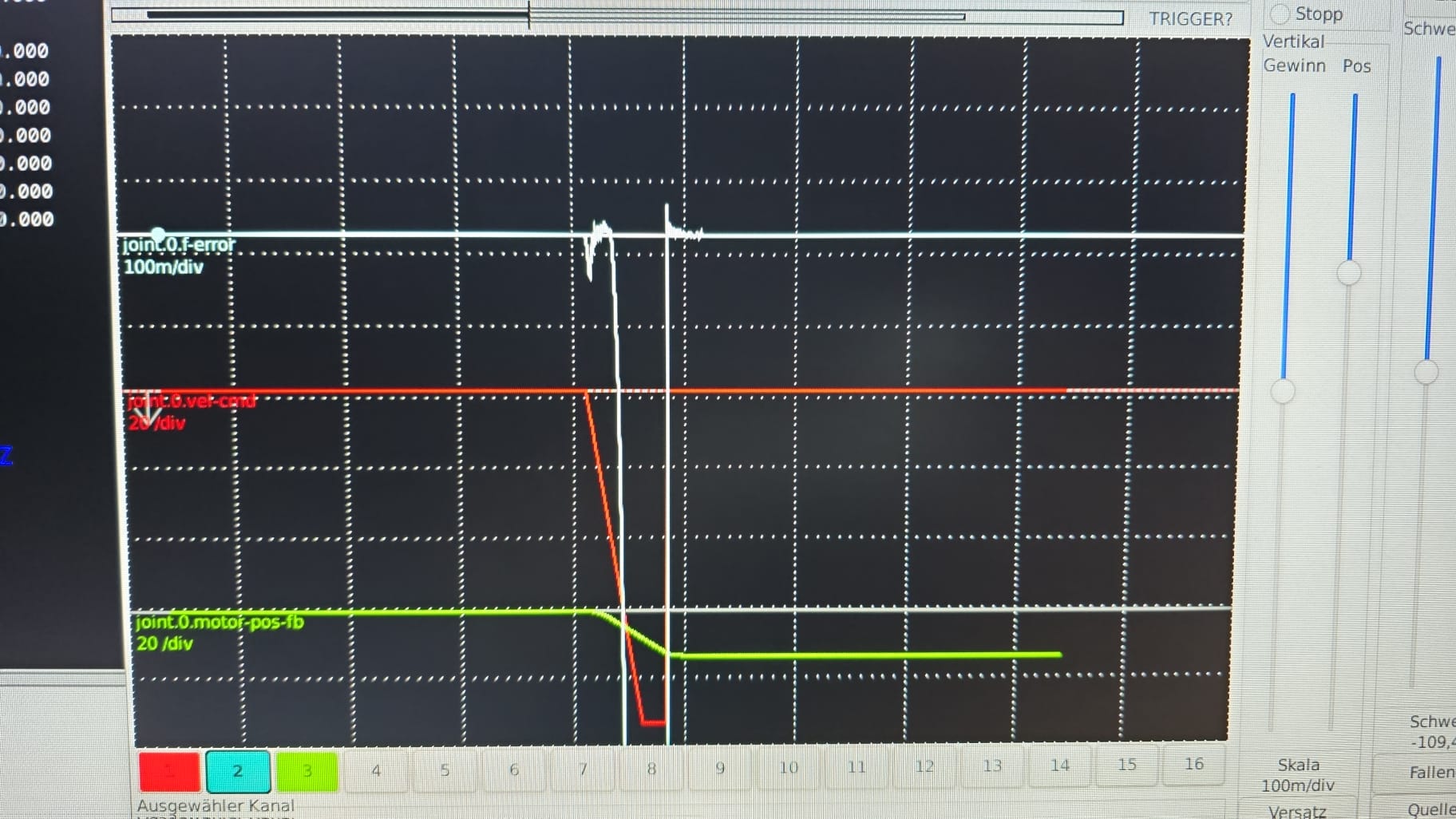
Replied by WKS-3D on topic Problem mit Servo und Glasmaßstab
Problem mit Servo und Glasmaßstab
Category: Deutsch


- MarkoPolo
- MarkoPolo
11 Sep 2024 09:18
Replied by MarkoPolo on topic Error in tool_offsetview.py
Error in tool_offsetview.py
Category: Qtvcp
- Yoshyluebeck
- Yoshyluebeck
11 Sep 2024 08:56 - 11 Sep 2024 09:03
QT Dragon GoHome, ToolSensor and Go to Sensor was created by Yoshyluebeck
QT Dragon GoHome, ToolSensor and Go to Sensor
Category: Qtvcp


- Plasmanfm
- Plasmanfm
11 Sep 2024 08:50
Replied by Plasmanfm on topic Problem mit Servo und Glasmaßstab
Problem mit Servo und Glasmaßstab
Category: Deutsch
- WKS-3D
11 Sep 2024 07:22 - 11 Sep 2024 07:24
Replied by WKS-3D on topic Problem mit Servo und Glasmaßstab
Problem mit Servo und Glasmaßstab
Category: Deutsch
- Unlogic
- Unlogic
11 Sep 2024 05:38
Replied by Unlogic on topic Probe Basic / Touch Probe
Probe Basic / Touch Probe
Category: General LinuxCNC Questions
- machinedude
11 Sep 2024 04:02 - 11 Sep 2024 07:25
Replied by machinedude on topic What do you really get for a $350 desk top engraver ?
What do you really get for a $350 desk top engraver ?
Category: Show Your Stuff
- PhilipME

11 Sep 2024 03:26 - 11 Sep 2024 03:27
Where the stepgen getting it's input from ? was created by PhilipME
Where the stepgen getting it's input from ?
Category: HAL
- cmorley
- cmorley
11 Sep 2024 01:47
- bertoldo
- bertoldo
11 Sep 2024 01:06
Replied by bertoldo on topic Notes from installation of ethercat on Raspberry Pi 4
Notes from installation of ethercat on Raspberry Pi 4
Category: EtherCAT
- nwallace
- nwallace
11 Sep 2024 00:05
Replied by nwallace on topic Post GUI HAL not loading and "Bad character '[' used" error on E-Stop
Post GUI HAL not loading and "Bad character '[' used" error on E-Stop
Category: QtPyVCP
- SteveatSteelCut
- SteveatSteelCut
10 Sep 2024 23:56
Replied by SteveatSteelCut on topic Showstopper Plasma Cutter retrofit
Showstopper Plasma Cutter retrofit
Category: Show Your Stuff
Time to create page: 0.484 seconds