Search Results (Searched for: )
- tommylight

27 Jul 2024 18:39
Replied by tommylight on topic PIN Allocation another search for answers
PIN Allocation another search for answers
Category: Installing LinuxCNC
- Aciera

27 Jul 2024 18:15 - 27 Jul 2024 18:16
Replied by Aciera on topic PIN Allocation another search for answers
PIN Allocation another search for answers
Category: Installing LinuxCNC
- tommylight
27 Jul 2024 17:45
Replied by tommylight on topic Motor locks but will not move when testing
Motor locks but will not move when testing
Category: StepConf Wizard
- Lpkkk
- Lpkkk
27 Jul 2024 17:43 - 27 Jul 2024 17:45
Replied by Lpkkk on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- Irritant
- Irritant
27 Jul 2024 17:41
PIN Allocation another search for answers was created by Irritant
PIN Allocation another search for answers
Category: Installing LinuxCNC
- juliankoenig87
- juliankoenig87
27 Jul 2024 17:05
Replied by juliankoenig87 on topic error finishing read!
error finishing read!
Category: Driver Boards
- cutnweld
- cutnweld
27 Jul 2024 16:47
- hanskuster

27 Jul 2024 16:30
Replied by hanskuster on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- chernogorsky
- chernogorsky
27 Jul 2024 16:24
- geostein8888
- geostein8888
27 Jul 2024 16:10
- Aciera
27 Jul 2024 15:40
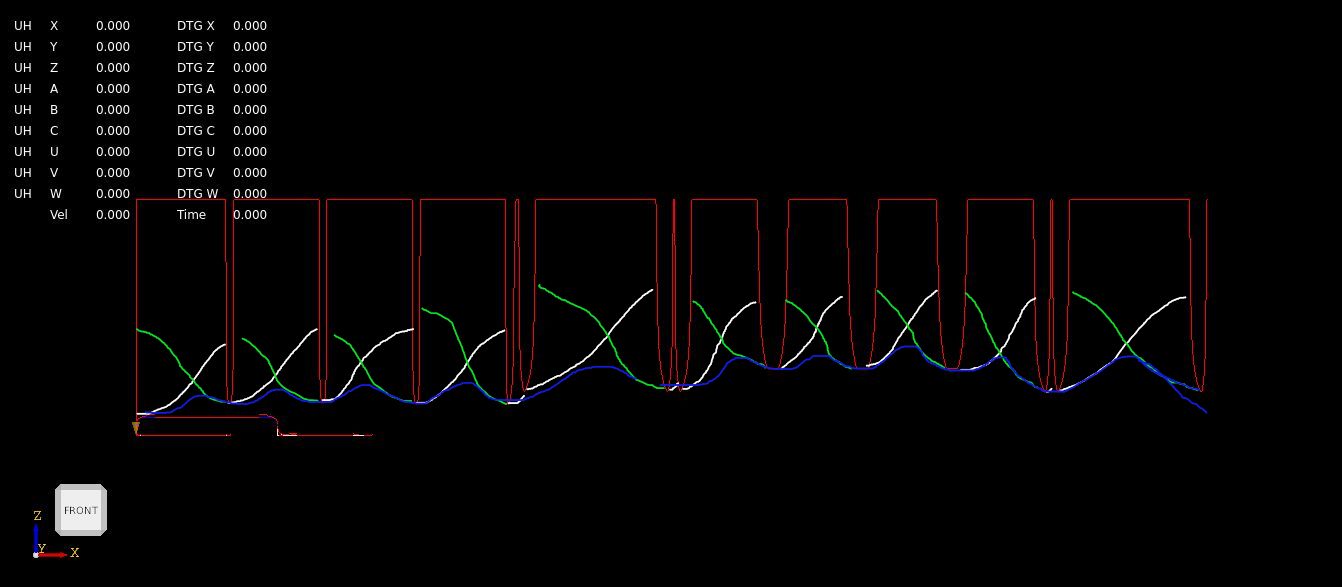
Replied by Aciera on topic Trajectory Planner using Ruckig Lib
Trajectory Planner using Ruckig Lib
Category: General LinuxCNC Questions
- Grotius

27 Jul 2024 15:25
Replied by Grotius on topic Trajectory Planner using Ruckig Lib
Trajectory Planner using Ruckig Lib
Category: General LinuxCNC Questions
- Aciera
27 Jul 2024 13:53
Replied by Aciera on topic Taig Lathe conversion to LinuxCNC: M3 is not turning on spindle
Taig Lathe conversion to LinuxCNC: M3 is not turning on spindle
Category: StepConf Wizard
- Aciera
27 Jul 2024 13:46
Replied by Aciera on topic Trajectory Planner using Ruckig Lib
Trajectory Planner using Ruckig Lib
Category: General LinuxCNC Questions
- Grotius
27 Jul 2024 13:27
Replied by Grotius on topic Trajectory Planner using Ruckig Lib
Trajectory Planner using Ruckig Lib
Category: General LinuxCNC Questions
Time to create page: 0.523 seconds