Search Results (Searched for: )
- andrax

31 Jan 2026 17:34
Replied by andrax on topic [solved] XHC-WHB04B-06 rotary knob button feed rate not work
[solved] XHC-WHB04B-06 rotary knob button feed rate not work
Category: Advanced Configuration
- ruediger123
- ruediger123
31 Jan 2026 17:20
- amanker
- amanker
31 Jan 2026 16:23 - 31 Jan 2026 16:25
Problem with estop_latch was created by amanker
Problem with estop_latch
Category: Basic Configuration
- PCW

31 Jan 2026 15:48
Replied by PCW on topic Configure Mesa 7i96s and pktuart with Omron MX2 (wj200)
Configure Mesa 7i96s and pktuart with Omron MX2 (wj200)
Category: Advanced Configuration
- Lcvette

31 Jan 2026 15:40
Replied by Lcvette on topic Issues setting up Tool setter / manual tool change
Issues setting up Tool setter / manual tool change
Category: QtPyVCP
- tjtr33

31 Jan 2026 15:21
Replied by tjtr33 on topic Sinker EDM machine based on diy pulse generator
Sinker EDM machine based on diy pulse generator
Category: Off Topic and Test Posts
- NT4Boy
- NT4Boy
31 Jan 2026 14:07
Replied by NT4Boy on topic HURCO KMB-1 Control Update
HURCO KMB-1 Control Update
Category: Milling Machines
- meister
- meister
31 Jan 2026 12:31 - 31 Jan 2026 12:31
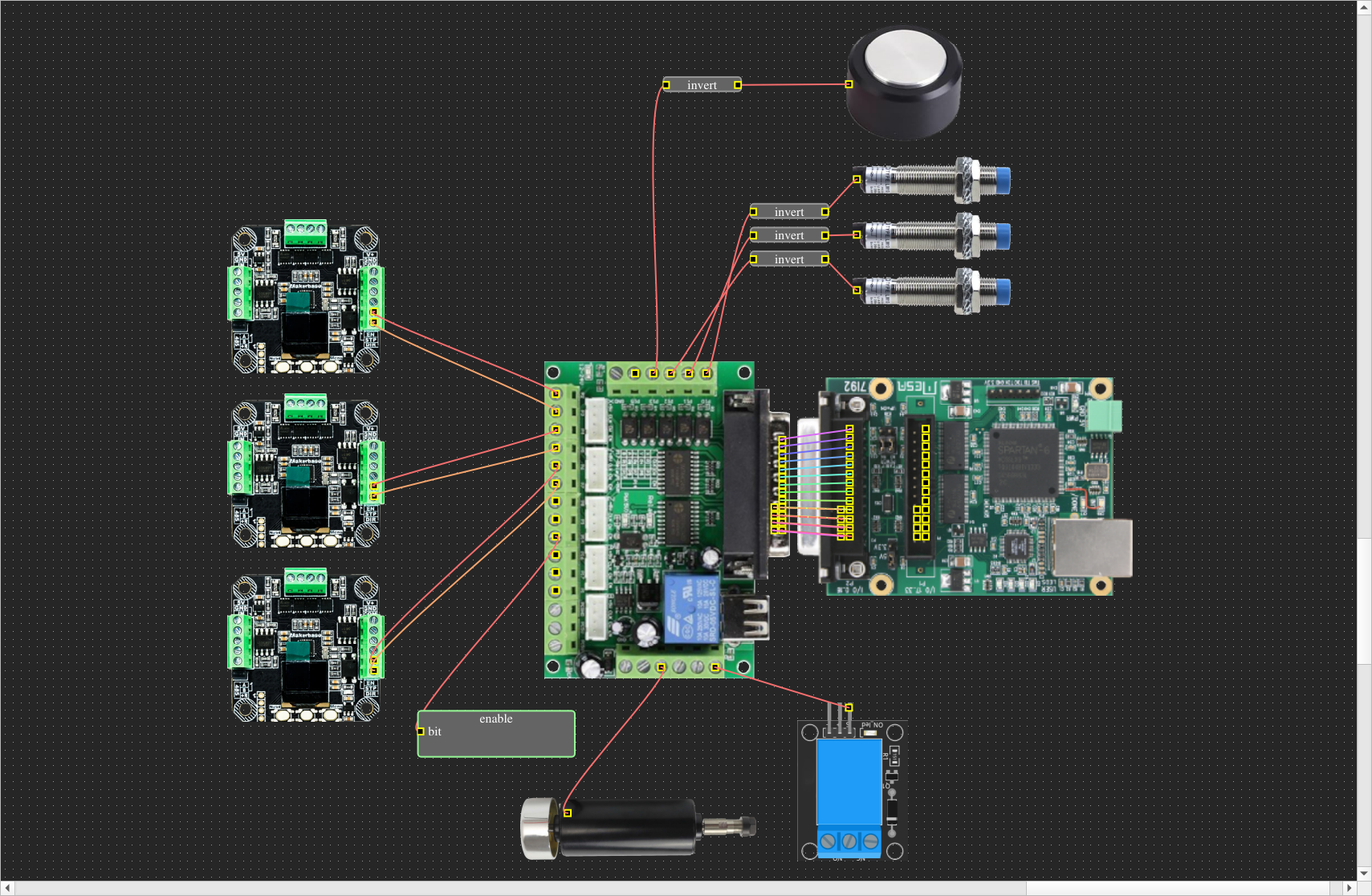
Replied by meister on topic 7i92 cnc motion controller from aliexpress?
7i92 cnc motion controller from aliexpress?
Category: Driver Boards
- Stephan@work
- Stephan@work
31 Jan 2026 11:26
Configure Mesa 7i96s and pktuart with Omron MX2 (wj200) was created by Stephan@work
Configure Mesa 7i96s and pktuart with Omron MX2 (wj200)
Category: Advanced Configuration
- Aciera

31 Jan 2026 10:57
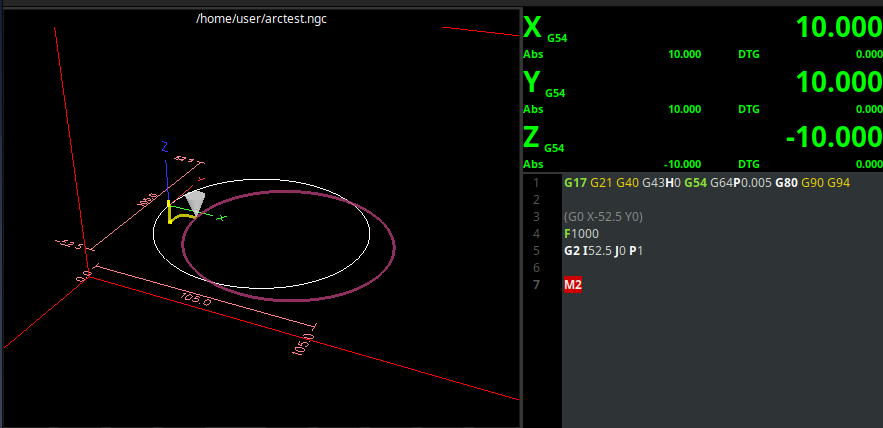
Replied by Aciera on topic Strange preview for circular arc (G2/G3)
Strange preview for circular arc (G2/G3)
Category: G&M Codes
- rodw

31 Jan 2026 09:06
Replied by rodw on topic Stepperonline Y series/ YAKO YKD2608PE configuration
Stepperonline Y series/ YAKO YKD2608PE configuration
Category: EtherCAT
- masawee
- masawee
31 Jan 2026 08:30
Replied by masawee on topic 7i92 cnc motion controller from aliexpress?
7i92 cnc motion controller from aliexpress?
Category: Driver Boards
- masawee
- masawee
31 Jan 2026 08:12
- rodw
31 Jan 2026 06:40
- rodw
31 Jan 2026 06:25
Replied by rodw on topic How to update QtDragon_HD to latest version?
How to update QtDragon_HD to latest version?
Category: Qtvcp
Time to create page: 0.417 seconds