Another plasma component...
- Dee436
- Offline
- Premium Member
-

Less
More
- Posts: 91
- Thank you received: 13
01 May 2019 13:17 #132432
by Dee436
Replied by Dee436 on topic Another plasma component...
I have had another few hours this morning trying to get this working without much luck. I am still getting joint following errors on all axis, and the system coming up in metric or imperial at will.
I noticed the terminal output had quite a few errors on it so I have uploaded that and my config files,
As a last ditch attempt I am going to try a complete re-build of the pc.
What version of Linux would any of you suggest I install to give me the best chance of getting this working, wheezy seems very old to be messing about with but is what is still supplied on the Live/Install and the recommended method.
I noticed the terminal output had quite a few errors on it so I have uploaded that and my config files,
As a last ditch attempt I am going to try a complete re-build of the pc.
What version of Linux would any of you suggest I install to give me the best chance of getting this working, wheezy seems very old to be messing about with but is what is still supplied on the Live/Install and the recommended method.
Please Log in or Create an account to join the conversation.
- islander261
- Offline
- Platinum Member
-

Less
More
- Posts: 757
- Thank you received: 216
01 May 2019 13:22 #132433
by islander261
Replied by islander261 on topic Another plasma component...
Plill
I have not tried the latest plasmac yet. Yesterday and today are wild to the mainland delivery days. It was supposed to be only one day but thanks to the ferries and a big multi car wreck on the rural freeway which blocked it for 7 hours we couldn't get everything done. I will get things ready and try and cut tomorrow. I will need to fix my PP first and maybe one of my .hal files. On my system right now motion.digital-out-01 is my THC enable bit. Motion .digital-out-00 is my test probe enable bit. No rhyme or reason here, I just needed the test probe bit first.
John
I have not tried the latest plasmac yet. Yesterday and today are wild to the mainland delivery days. It was supposed to be only one day but thanks to the ferries and a big multi car wreck on the rural freeway which blocked it for 7 hours we couldn't get everything done. I will get things ready and try and cut tomorrow. I will need to fix my PP first and maybe one of my .hal files. On my system right now motion.digital-out-01 is my THC enable bit. Motion .digital-out-00 is my test probe enable bit. No rhyme or reason here, I just needed the test probe bit first.
John
Please Log in or Create an account to join the conversation.
- PCW
-

- Away
- Moderator
-

Less
More
- Posts: 17977
- Thank you received: 5275
01 May 2019 13:40 #132434
by PCW
Replied by PCW on topic Another plasma component...
As far as following errors go, You might try removing all the
"setp pid.N.maxerror .0005"
statements. These will cause following errors on Metric machines
(machines units set to metric in the INI file)
Do you gcode files have a G20/G21 in the beginning?
if not, metric or imperial mode will be determined by the last file that included a
G20/G21
"setp pid.N.maxerror .0005"
statements. These will cause following errors on Metric machines
(machines units set to metric in the INI file)
Do you gcode files have a G20/G21 in the beginning?
if not, metric or imperial mode will be determined by the last file that included a
G20/G21
The following user(s) said Thank You: rodw
Please Log in or Create an account to join the conversation.
- rodw
-

- Offline
- Platinum Member
-
Less
More
- Posts: 12013
- Thank you received: 4096
01 May 2019 13:56 - 01 May 2019 13:56 #132435
by rodw
Peter, thanks, I just checked my hal files and that maxerror setting has been there since day dot!
It looks like my Sheetcam postprocessor inserts the G21 for my metric config. But Phill is also loading a different startup .ngc file for metric and imperial so G20/G21 is set on startup with plasmac.
Replied by rodw on topic Another plasma component...
As far as following errors go, You might try removing all the
"setp pid.N.maxerror .0005"
statements. These will cause following errors on Metric machines
(machines units set to metric in the INI file)
Do you gcode files have a G20/G21 in the beginning?
if not, metric or imperial mode will be determined by the last file that included a
G20/G21
Peter, thanks, I just checked my hal files and that maxerror setting has been there since day dot!
It looks like my Sheetcam postprocessor inserts the G21 for my metric config. But Phill is also loading a different startup .ngc file for metric and imperial so G20/G21 is set on startup with plasmac.
Last edit: 01 May 2019 13:56 by rodw.
Please Log in or Create an account to join the conversation.
- Dee436
- Offline
- Premium Member
-
Less
More
- Posts: 91
- Thank you received: 13
01 May 2019 14:00 #132436
by Dee436
Replied by Dee436 on topic Another plasma component...
Hi PCW
Thanks for that, I will comment them out and try it again.
I do use G21 at the beginning of my gcode although I have not had any g-code files loaded in plasmac as yet
Darren
Thanks for that, I will comment them out and try it again.
I do use G21 at the beginning of my gcode although I have not had any g-code files loaded in plasmac as yet
Darren
Please Log in or Create an account to join the conversation.
- phillc54
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 5711
- Thank you received: 2100
01 May 2019 23:44 - 01 May 2019 23:53 #132470
by phillc54
MIN_LIMIT and MAX_LIMIT are correct
MAX_VELOCITY and MAX_ACCELLERATION values need to be changed in the [AXIS_Z] section to 200 and 1500 respectively. You may need to adjust STEPGEN_MAXVEL and STEPGEN_MAXACCEL as well.
OFFSET_AV_RATIO is not in the[AXIS_Z] section, is does need to be there. This is giving you the following error:The bit above the [AXIS_Z] section should then be deleted. (from #******************** to OFFSET_AV_RATIO = 0.5 inclusively)
Cheers, Phill.
Replied by phillc54 on topic Another plasma component...
In your ini file, you need to have the five settings at the top of the following code snippet in the [AXIS_Z] section:Dee436 wrote:
I noticed the terminal output had quite a few errors on it so I have uploaded that and my config files,
MIN_LIMIT and MAX_LIMIT are correct
MAX_VELOCITY and MAX_ACCELLERATION values need to be changed in the [AXIS_Z] section to 200 and 1500 respectively. You may need to adjust STEPGEN_MAXVEL and STEPGEN_MAXACCEL as well.
OFFSET_AV_RATIO is not in the[AXIS_Z] section, is does need to be there. This is giving you the following error:
File "./plasmac_config.py", line 241, in __init__
float(self.i.find('AXIS_Z', 'OFFSET_AV_RATIO'))) * 60
TypeError: float() argument must be a string or a numberCheers, Phill.
#********************
# Axis Z
#********************
# this should be the top of your slats
MIN_LIMIT = -77.0
MAX_LIMIT = 0.01
# required, set to double the value in the corresponding joint
MAX_VELOCITY = 200
# required, set to double the value in the corresponding joint
MAX_ACCELERATION = 1500
# required, shares the above two equally between the axis/joint and the offset
OFFSET_AV_RATIO = 0.5
[AXIS_Z]
TYPE = LINEAR
HOME = 0.0
FERROR = 10.0
MIN_FERROR = 1.0
MAX_VELOCITY = 100
MAX_ACCELERATION = 750
# The values below should be 25% larger than MAX_VELOCITY and MAX_ACCELERATION
# If using BACKLASH compensation STEPGEN_MAXACCEL should be 100% larger.
STEPGEN_MAXVEL = 125
STEPGEN_MAXACCEL = 937.50
P = 1000.0
I = 0.0
D = 0.0
FF0 = 0.0
FF1 = 1.0
FF2 = 0.0
BIAS = 0.0
DEADBAND = 0.0
MAX_OUTPUT = 0.0
# these are in nanoseconds
DIRSETUP = 5000
DIRHOLD = 5000
STEPLEN = 2500
STEPSPACE = 5000
STEP_SCALE = -80.0
MIN_LIMIT = -77.0
MAX_LIMIT = 0.01
Last edit: 01 May 2019 23:53 by phillc54.
Please Log in or Create an account to join the conversation.
- phillc54
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 5711
- Thank you received: 2100
02 May 2019 08:08 #132495
by phillc54
Replied by phillc54 on topic Another plasma component...
Guys,
I have a mostly working concept for tool handling in the configs.
As far as a user is concerned it works like:
The materials file holds tip values;And each material in addition to the original cut parameters holds a tool number which must be unique to each material and a tip number relating to any one of the tips above;Multiple materials may point to any tip.
On startup the materials file is parsed for the tips and then a new LinuxCNC internal tool table is created from these values and then loaded. So a tool table from the above would look like;There is no need to edit the LinuxCNC tool table, it will be handled by the config.
So:
if you want to cut 2mm Steel with a 0.5mm tip select tool 1 (M6T1)
if you want to cut 2mm Steel with a 1.0mm tip select tool 2 (M6T2)
if you want to cut 3mm Steel with a 0.5mm tip select tool 3 (M6T3)
if you want to cut 3mm Steel with a 1.0mm tip select tool 4 (M6T4)
The config will map the correct LinuxCNC tool number to the material tool number.
Clear as mud...
BTW. Do we like tip or nozzle?
Cheers, Phill.
I have a mostly working concept for tool handling in the configs.
As far as a user is concerned it works like:
The materials file holds tip values;
# TORCH_TIPS
# the tips will be parsed and a new LinuxCNC tool table will be written
# the number after TIP_ will be the tool number in the LinuxCNC tool table
# the format is TIP_n = DIAMETER ; DESCRIPTION
TIP_1 = 0.5 ;Fine Cut
TIP_2 = 1 ;GP Tip
TIP_3 = 3 ;Big Mother[Mild Steel 2mm]
TOOL_NUMBER = 1
TORCH_TIP = 1
.
[Mild Steel 2mm]
TOOL_NUMBER = 2
TORCH_TIP = 2
.
[Mild Steel 3mm]
TOOL_NUMBER = 3
TORCH_TIP = 1
.
[Mild Steel 3mm]
TOOL_NUMBER = 4
TORCH_TIP = 2On startup the materials file is parsed for the tips and then a new LinuxCNC internal tool table is created from these values and then loaded. So a tool table from the above would look like;
T1 P1 D0.500 ;fine cut
T2 P2 D1.000 ;GP tip
T3 P3 D3.000 ;Big MotherSo:
if you want to cut 2mm Steel with a 0.5mm tip select tool 1 (M6T1)
if you want to cut 2mm Steel with a 1.0mm tip select tool 2 (M6T2)
if you want to cut 3mm Steel with a 0.5mm tip select tool 3 (M6T3)
if you want to cut 3mm Steel with a 1.0mm tip select tool 4 (M6T4)
The config will map the correct LinuxCNC tool number to the material tool number.
Clear as mud...
BTW. Do we like tip or nozzle?
Cheers, Phill.
Please Log in or Create an account to join the conversation.
- Dee436
- Offline
- Premium Member
-
Less
More
- Posts: 91
- Thank you received: 13
02 May 2019 09:06 #132497
by Dee436
Replied by Dee436 on topic Another plasma component...
Thanks Phill
I have a fresh build of Stretch and a fresh clone of Plasmac, I have made the changes to my ini and will be testing in the next couple of hours
Darren
I have a fresh build of Stretch and a fresh clone of Plasmac, I have made the changes to my ini and will be testing in the next couple of hours
Darren
Please Log in or Create an account to join the conversation.
- rodw
-
- Offline
- Platinum Member
-
Less
More
- Posts: 12013
- Thank you received: 4096
02 May 2019 09:55 #132502
by rodw
I'm actually struggling with this. I have about 6 different tips for my machine. (30A, 40A, 60A, 80A, 100A, 120A) Here is the metric cut chart for my machine with a 9-8211 (80 amp) tip
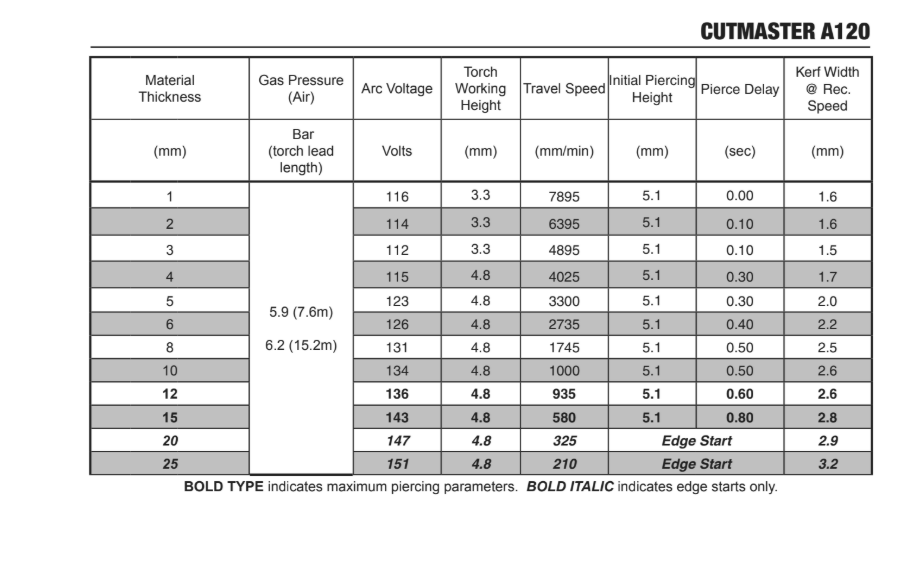
The key parameter we want is the Tool Diameter or kerf width
There are 10 different kerf widths for this tip alone.
The kerf widths for mild steel for my machine range from 1.4mm to 4.4 mm. I think I'd have to create a series of 30 odd tips 0.1mm apart that don't really relate to anything.
I'm not thinking the tip definitions add anything other than complexity.
I personally think unless you moved to a fully relational database, what we need would be met by simply adding a unique ToolID and a kerf width to the existing materials table records.
Replied by rodw on topic Another plasma component...
Guys,
I have a mostly working concept for tool handling in the configs.
I'm actually struggling with this. I have about 6 different tips for my machine. (30A, 40A, 60A, 80A, 100A, 120A) Here is the metric cut chart for my machine with a 9-8211 (80 amp) tip
The key parameter we want is the Tool Diameter or kerf width
There are 10 different kerf widths for this tip alone.
The kerf widths for mild steel for my machine range from 1.4mm to 4.4 mm. I think I'd have to create a series of 30 odd tips 0.1mm apart that don't really relate to anything.
I'm not thinking the tip definitions add anything other than complexity.
I personally think unless you moved to a fully relational database, what we need would be met by simply adding a unique ToolID and a kerf width to the existing materials table records.
Please Log in or Create an account to join the conversation.
- BigJohnT
-

- Offline
- Administrator
-

Less
More
- Posts: 3990
- Thank you received: 994
02 May 2019 10:14 #132503
by BigJohnT
Replied by BigJohnT on topic Another plasma component...
I'm using a database for my plasma cut data on my GUI just for that reason that there are so many different options and kerf width changes with material, thickness and nozzle.
JT
JT
The following user(s) said Thank You: rodw
Please Log in or Create an account to join the conversation.
Moderators: snowgoer540
Time to create page: 0.354 seconds