PlasmaC torch starting problem (Solved with help from the famous three)
- Clive S
- Offline
- Platinum Member
-

- Posts: 2204
- Thank you received: 486
At the moment I am just doing pierce cuts only.
Please Log in or Create an account to join the conversation.
- Clive S
- Offline
- Platinum Member
-
- Posts: 2204
- Thank you received: 486
Re Tom . Can you please take some pictures of the plasma and post here, i can try to figure out where that potection is located.
Or since you already have resistors in series with THCAD, can you find a 0.1 uF bipolar capacitor rated at over 300V and wire it in parallel to the THCAD input. Beware that it may blow or smoke during pilot arc, or burn the resistors, so have some spare ones ready.
photos.app.goo.gl/jCpFLVbwGN57V52HA
Tom. The two pics next to the THC pic, you can see where I have connected the 1M resistor to each terminal for the THC.
these are connected tot the input of the THC
The last one is a VID just to show that the machine does cut
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-

- Posts: 21700
- Thank you received: 7417
Now on those pictures there is no spike flying off the screen, so all bets are off !
Now it is clearly visible that there is something causing the voltage between cuts to double and there is the noise on the second cut.
This should be easy to fix ( sorry Phill
") ), can the upper limit for arcok be raised to 300 ?
), can the upper limit for arcok be raised to 300 ?I think i already mentioned this, but the usual open circuit voltage for most plasma cutters is in the 260 to 280V, and some have that active as soon as the relay switches them on. This would just make it easier for cases such as this to continue using the generated arcok signal, without the need for installing current sensors inside the plasma.
That still does not fix the issue of the double voltage and noise in this case, that seems to be caused by the plasma source.
I have no explanation why that is occurring and it is very strange.
Clive, can you cut while the setp is at 900 or 1000 ? Try setting that at 300 and do several consecutive cuts.
Please Log in or Create an account to join the conversation.
- Clive S
- Offline
- Platinum Member
-
- Posts: 2204
- Thank you received: 486
.
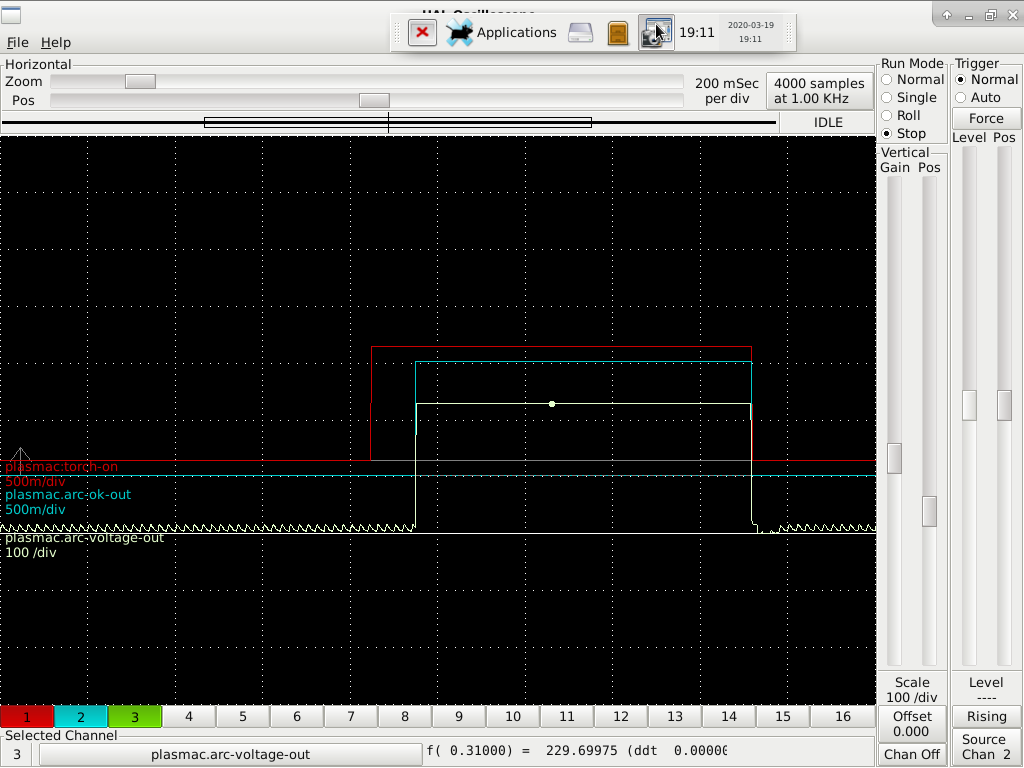
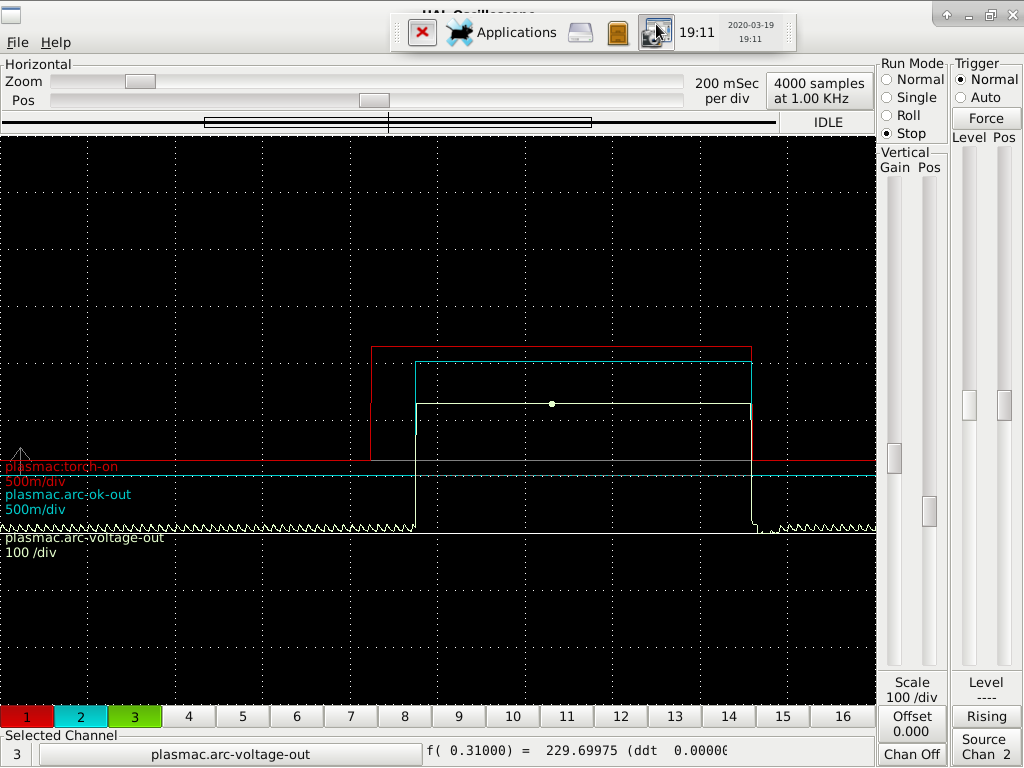
This is a cut OK line at 20mm long
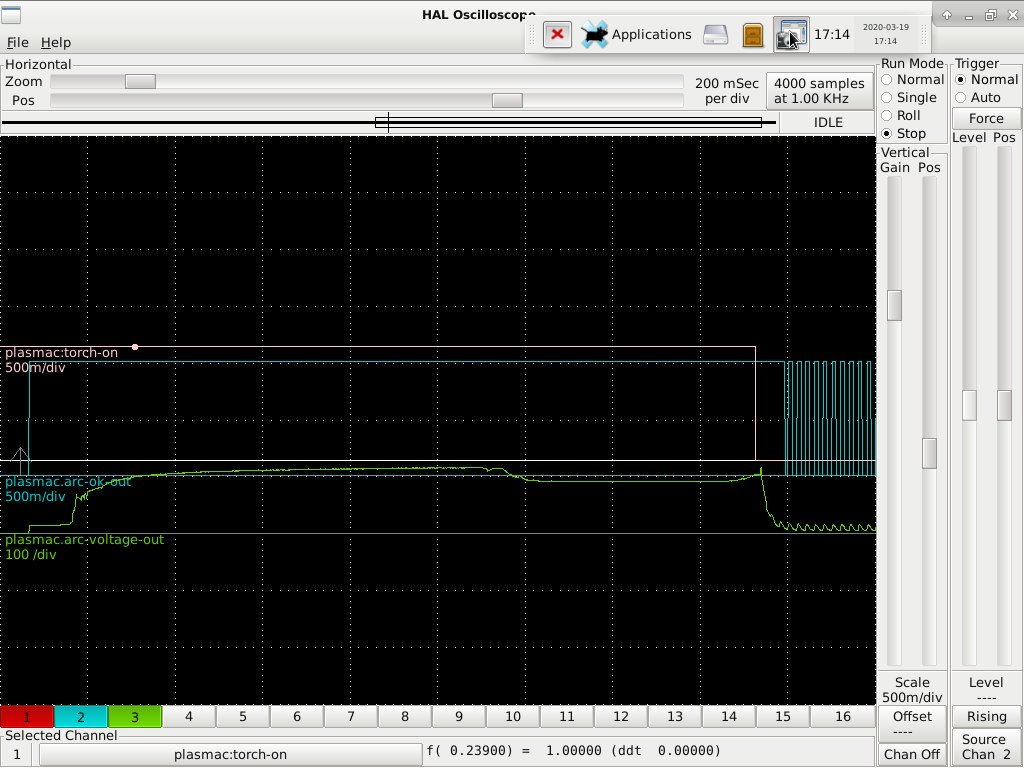
.
and another same. You can see the ripple at the end on the cut in sync with the arc-ok-out
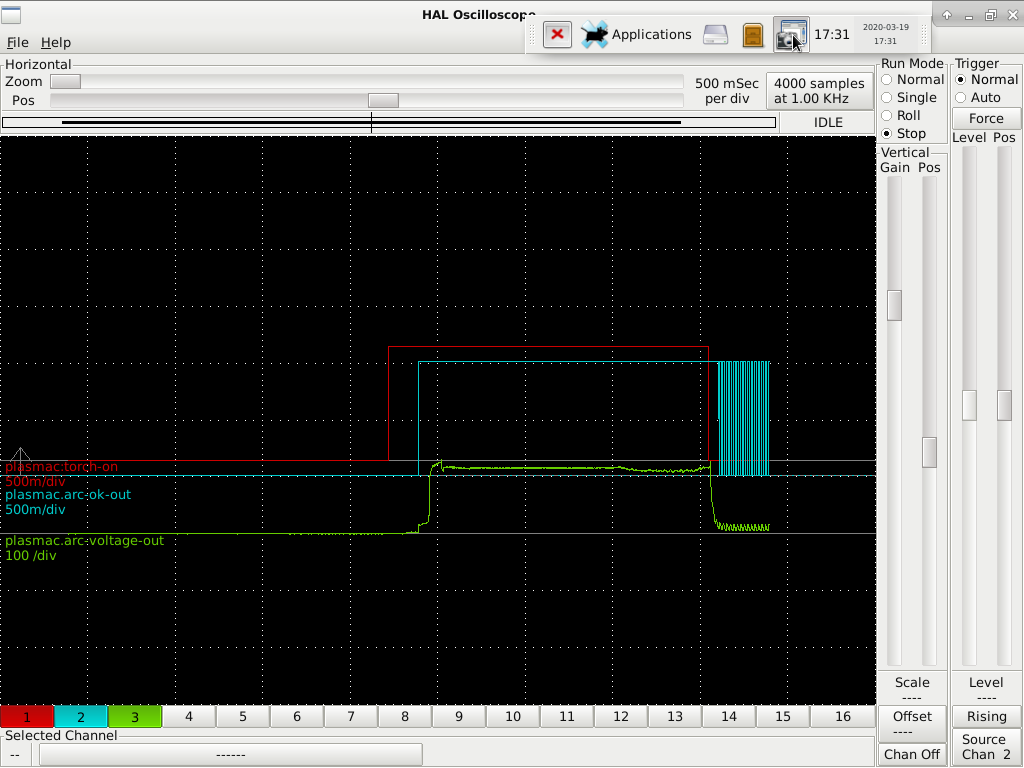
.
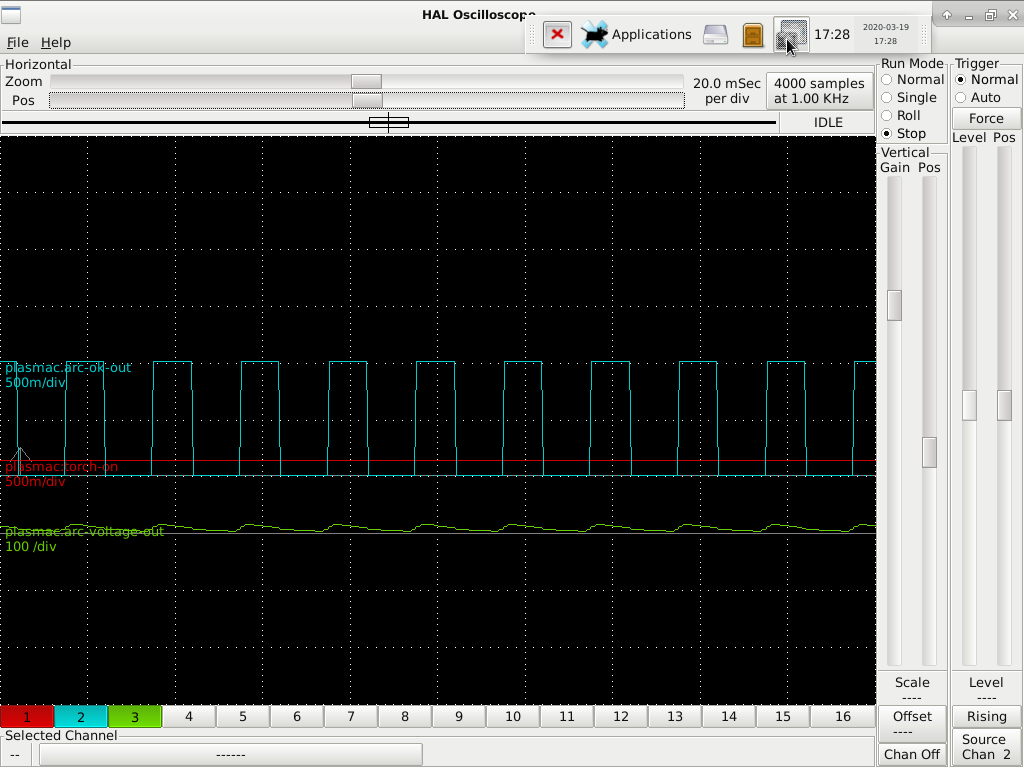
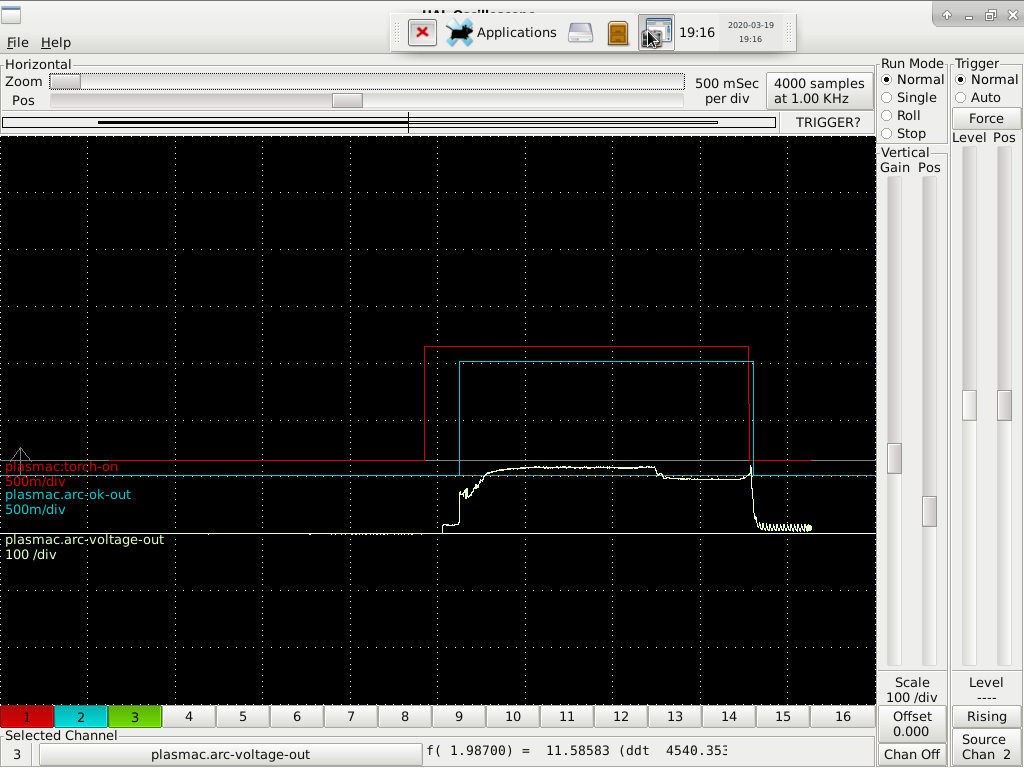
The is a fail with the air purging. the arc-ok-out wave starts immediately as soon as it starts.
The torch-on never moves
.
Please Log in or Create an account to join the conversation.
- tommylight
-
- Away
- Moderator
-
- Posts: 21700
- Thank you received: 7417
Please Log in or Create an account to join the conversation.
- Clive S
- Offline
- Platinum Member
-
- Posts: 2204
- Thank you received: 486
the arc-ok wave is only 1 V and the arc-volt ripple looks like 20V
Please Log in or Create an account to join the conversation.
- Clive S
- Offline
- Platinum Member
-
- Posts: 2204
- Thank you received: 486
Yes I will do it again in the morning all the others were set at about 80 this one was at 10V.
the arc-ok wave is only 1 V and the arc-volt ripple looks like 20V
Ok I set it to 60v but fail to get a proper plot
.
cut ok 60V
.
failed plot this is after the first cut with the air still purging
.
Ok cut
Attachments:
Please Log in or Create an account to join the conversation.
- rodw
-

- Offline
- Platinum Member
-
- Posts: 11994
- Thank you received: 4084
My guess is that on arc establishment of subsequent cuts (with air flowing) is that the blowback mechanism in the torch is shorted together (eg in arc starting mode). Remember that a blow back style torch creates the initial arc inside the torch with a dead short and then transfers it to the material. So the transfer of the arc does not occur for some reason.
I think the only thing you can do is service the torch and replace every consumable becasue by now are probably in a sad state.
If that does not work, it is how this particular machine is.
As an aside, its good to see the ArcOK being established at the correct time now so don't change any settings!
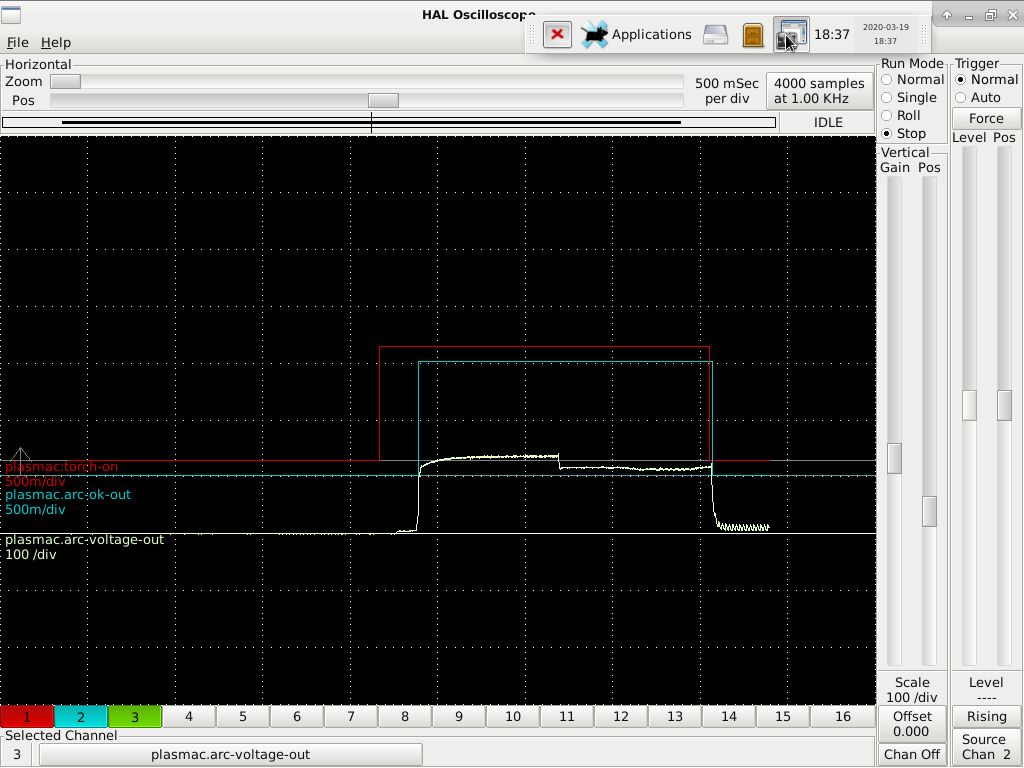
From these plots of good cuts, I see that there is a step down in the cutting voltage. I assume this is when the THC is enabled. Your arc voltage in Plasmac is set too low. It should be set on the naturally ocurring cut volts. I always sample the torch voltage to avoid this. Make sure the THC on delay is long enough for the voltage to reach the flat "plateau" observed in the charts before sampling.
Please Log in or Create an account to join the conversation.
- phillc54
-

- Offline
- Platinum Member
-
- Posts: 5711
- Thank you received: 2100
My take is that the fails are reading the pilot arc and not the cutting arc.
It is interesting that the first cut is always good and the waveforms do show that.
From the plot below it looks to me like the voltage drops off before the arc ok and the torch on which would be correct behaviour on PlasmaC's part but it would be nice to confirm that with say a 1ms or 5ms division.
Attachments:
Please Log in or Create an account to join the conversation.
- Clive S
- Offline
- Platinum Member
-
- Posts: 2204
- Thank you received: 486
Rod. I don't think I have a blowback style of torch it is a pilot arc type I believe the blowback type has moving parts inside mine does not.My guess is that on arc establishment of subsequent cuts (with air flowing) is that the blowback mechanism in the torch is shorted together (eg in arc starting mode). Remember that a blow back style torch creates the initial arc inside the torch with a dead short and then transfers it to the material. So the transfer of the arc does not occur for some reason.
I think the only thing you can do is service the torch and replace every consumable becasue by now are probably in a sad state.
If that does not work, it is how this particular machine is.
My torch is new this one:- parkertorchology.com/wp-content/uploads/2019/06/SCMP80R.pdf
Please Log in or Create an account to join the conversation.