Esab Ultrarex UXD-P2000 Upgrade Project
- Esaber
- Offline
- Premium Member
-

Less
More
- Posts: 132
- Thank you received: 15
04 May 2023 09:18 #270618
by Esaber
Replied by Esaber on topic Esab Ultrarex UXD-P2000 Upgrade Project
Too many messages need an assistant ")
Will disconnect all the stuff and wire up the components one by one.
Will disconnect all the stuff and wire up the components one by one.
Please Log in or Create an account to join the conversation.
- Esaber
- Offline
- Premium Member
-
Less
More
- Posts: 132
- Thank you received: 15
04 May 2023 22:07 - 04 May 2023 22:33 #270678
by Esaber
Replied by Esaber on topic Esab Ultrarex UXD-P2000 Upgrade Project
Uploading the hal and ini file for easy access and reading, Tommy.
HAL:
# Generated by PNCconf at Thu Feb 14 05:38:27 2019
# Using LinuxCNC version: 2.8
# If you make changes to this file, they will be
# overwritten when you run PNCconf again
loadrt [KINS]KINEMATICS
loadrt [EMCMOT]EMCMOT servo_period_nsec=[EMCMOT]SERVO_PERIOD num_joints=[KINS]JOINTS
loadrt hostmot2
loadrt hm2_pci config="num_encoders=6 num_pwmgens=0 num_stepgens=5 sserial_port_0=00000x"
setp hm2_5i25.0.watchdog.timeout_ns 5000000
loadrt pid names=pid.x,pid.y,pid.z,pid.s
addf hm2_5i25.0.read servo-thread
addf motion-command-handler servo-thread
addf motion-controller servo-thread
addf pid.x.do-pid-calcs servo-thread
addf pid.y.do-pid-calcs servo-thread
addf pid.z.do-pid-calcs servo-thread
addf pid.s.do-pid-calcs servo-thread
addf hm2_5i25.0.write servo-thread
# external output signals
# --- MACHINE-IS-ENABLED ---
net machine-is-enabled => hm2_5i25.0.7i77.0.0.output-01
# --- MACHINE-IS-ENABLED ---
net machine-is-enabled => hm2_5i25.0.7i77.0.0.output-02
# --- ESTOP-OUT ---
net estop-out => hm2_5i25.0.7i77.0.0.output-03
# external input signals
# --- BOTH-HOME-X ---
net both-home-x <= hm2_5i25.0.7i77.0.0.input-01
# --- BOTH-HOME-Y ---
net both-home-y <= hm2_5i25.0.7i77.0.0.input-02
# --- BOTH-HOME-Z ---
net max-home-z <= hm2_5i25.0.7i77.0.0.input-03-not
#*******************
# AXIS X JOINT 0
#*******************
setp pid.x.Pgain [JOINT_0]P
setp pid.x.Igain [JOINT_0]I
setp pid.x.Dgain [JOINT_0]D
setp pid.x.bias [JOINT_0]BIAS
setp pid.x.FF0 [JOINT_0]FF0
setp pid.x.FF1 [JOINT_0]FF1
setp pid.x.FF2 [JOINT_0]FF2
setp pid.x.deadband [JOINT_0]DEADBAND
setp pid.x.maxoutput [JOINT_0]MAX_OUTPUT
setp pid.x.error-previous-target true
net x-index-enable => pid.x.index-enable
net x-enable => pid.x.enable
net x-pos-cmd => pid.x.command
net x-pos-fb => pid.x.feedback
net x-output <= pid.x.output
# ---PWM Generator signals/setup---
setp hm2_5i25.0.7i77.0.1.analogout0-scalemax [JOINT_0]OUTPUT_SCALE
setp hm2_5i25.0.7i77.0.1.analogout0-minlim [JOINT_0]OUTPUT_MIN_LIMIT
setp hm2_5i25.0.7i77.0.1.analogout0-maxlim [JOINT_0]OUTPUT_MAX_LIMIT
net x-output => hm2_5i25.0.7i77.0.1.analogout0
net x-pos-cmd <= joint.0.motor-pos-cmd
net x-enable <= joint.0.amp-enable-out
# enable _all_ sserial pwmgens
net x-enable => hm2_5i25.0.7i77.0.1.analogena
# ---Encoder feedback signals/setup---
setp hm2_5i25.0.encoder.00.counter-mode 0
setp hm2_5i25.0.encoder.00.filter 1
setp hm2_5i25.0.encoder.00.index-invert 0
setp hm2_5i25.0.encoder.00.index-mask 0
setp hm2_5i25.0.encoder.00.index-mask-invert 0
setp hm2_5i25.0.encoder.00.scale [JOINT_0]ENCODER_SCALE
net x-pos-fb <= hm2_5i25.0.encoder.00.position
net x-vel-fb <= hm2_5i25.0.encoder.00.velocity
net x-pos-fb => joint.0.motor-pos-fb
net x-index-enable joint.0.index-enable <=> hm2_5i25.0.encoder.00.index-enable
net x-pos-rawcounts <= hm2_5i25.0.encoder.00.rawcounts
# ---setup home / limit switch signals---
net both-home-x => joint.0.home-sw-in
net both-home-x => joint.0.neg-lim-sw-in
net both-home-x => joint.0.pos-lim-sw-in
#*******************
# AXIS Y JOINT 1
#*******************
setp pid.y.Pgain [JOINT_1]P
setp pid.y.Igain [JOINT_1]I
setp pid.y.Dgain [JOINT_1]D
setp pid.y.bias [JOINT_1]BIAS
setp pid.y.FF0 [JOINT_1]FF0
setp pid.y.FF1 [JOINT_1]FF1
setp pid.y.FF2 [JOINT_1]FF2
setp pid.y.deadband [JOINT_1]DEADBAND
setp pid.y.maxoutput [JOINT_1]MAX_OUTPUT
setp pid.y.error-previous-target true
net y-index-enable => pid.y.index-enable
net y-enable => pid.y.enable
net y-pos-cmd => pid.y.command
net y-pos-fb => pid.y.feedback
net y-output <= pid.y.output
# ---PWM Generator signals/setup---
setp hm2_5i25.0.7i77.0.1.analogout1-scalemax [JOINT_1]OUTPUT_SCALE
setp hm2_5i25.0.7i77.0.1.analogout1-minlim [JOINT_1]OUTPUT_MIN_LIMIT
setp hm2_5i25.0.7i77.0.1.analogout1-maxlim [JOINT_1]OUTPUT_MAX_LIMIT
net y-output => hm2_5i25.0.7i77.0.1.analogout1
net y-pos-cmd <= joint.1.motor-pos-cmd
net y-enable <= joint.1.amp-enable-out
# ---Encoder feedback signals/setup---
setp hm2_5i25.0.encoder.01.counter-mode 0
setp hm2_5i25.0.encoder.01.filter 1
setp hm2_5i25.0.encoder.01.index-invert 0
setp hm2_5i25.0.encoder.01.index-mask 0
setp hm2_5i25.0.encoder.01.index-mask-invert 0
setp hm2_5i25.0.encoder.01.scale [JOINT_1]ENCODER_SCALE
net y-pos-fb <= hm2_5i25.0.encoder.01.position
net y-vel-fb <= hm2_5i25.0.encoder.01.velocity
net y-pos-fb => joint.1.motor-pos-fb
net y-index-enable joint.1.index-enable <=> hm2_5i25.0.encoder.01.index-enable
net y-pos-rawcounts <= hm2_5i25.0.encoder.01.rawcounts
# ---setup home / limit switch signals---
net both-home-y => joint.1.home-sw-in
net both-home-y => joint.1.neg-lim-sw-in
net both-home-y => joint.1.pos-lim-sw-in
#*******************
# AXIS Z JOINT 2
#*******************
setp pid.z.Pgain [JOINT_2]P
setp pid.z.Igain [JOINT_2]I
setp pid.z.Dgain [JOINT_2]D
setp pid.z.bias [JOINT_2]BIAS
setp pid.z.FF0 [JOINT_2]FF0
setp pid.z.FF1 [JOINT_2]FF1
setp pid.z.FF2 [JOINT_2]FF2
setp pid.z.deadband [JOINT_2]DEADBAND
setp pid.z.maxoutput [JOINT_2]MAX_OUTPUT
setp pid.z.error-previous-target true
# This setting is to limit bogus stepgen
# velocity corrections caused by position
# feedback sample time jitter.
setp pid.z.maxerror 0.012700
net z-index-enable => pid.z.index-enable
net z-enable => pid.z.enable
net z-pos-cmd => pid.z.command
net z-pos-fb => pid.z.feedback
net z-output <= pid.z.output
# Step Gen signals/setup
setp hm2_5i25.0.stepgen.00.dirsetup [JOINT_2]DIRSETUP
setp hm2_5i25.0.stepgen.00.dirhold [JOINT_2]DIRHOLD
setp hm2_5i25.0.stepgen.00.steplen [JOINT_2]STEPLEN
setp hm2_5i25.0.stepgen.00.stepspace [JOINT_2]STEPSPACE
setp hm2_5i25.0.stepgen.00.position-scale [JOINT_2]STEP_SCALE
setp hm2_5i25.0.stepgen.00.step_type 0
setp hm2_5i25.0.stepgen.00.control-type 1
setp hm2_5i25.0.stepgen.00.maxaccel [JOINT_2]STEPGEN_MAXACCEL
setp hm2_5i25.0.stepgen.00.maxvel [JOINT_2]STEPGEN_MAXVEL
# ---closedloop stepper signals---
net z-pos-cmd <= joint.2.motor-pos-cmd
net z-vel-cmd <= joint.2.vel-cmd
net z-output => hm2_5i25.0.stepgen.00.velocity-cmd
net z-pos-fb <= hm2_5i25.0.stepgen.00.position-fb
net z-pos-fb => joint.2.motor-pos-fb
net z-enable <= joint.2.amp-enable-out
net z-enable => hm2_5i25.0.stepgen.00.enable
# ---closedloop stepper signals---
net z-pos-cmd <= joint.2.motor-pos-cmd
net z-vel-cmd <= joint.2.vel-cmd
net z-output => hm2_5i25.0.stepgen.00.velocity-cmd
net z-pos-fb <= hm2_5i25.0.stepgen.00.position-fb
net z-pos-fb => joint.2.motor-pos-fb
net z-enable <= joint.2.amp-enable-out
net z-enable => hm2_5i25.0.stepgen.00.enable
# ---setup home / limit switch signals---
net max-home-z => joint.2.home-sw-in
net z-neg-limit => joint.2.neg-lim-sw-in
net max-home-z => joint.2.pos-lim-sw-in
#*******************
# SPINDLE
#*******************
setp pid.s.Pgain [SPINDLE_0]P
setp pid.s.Igain [SPINDLE_0]I
setp pid.s.Dgain [SPINDLE_0]D
setp pid.s.bias [SPINDLE_0]BIAS
setp pid.s.FF0 [SPINDLE_0]FF0
setp pid.s.FF1 [SPINDLE_0]FF1
setp pid.s.FF2 [SPINDLE_0]FF2
setp pid.s.deadband [SPINDLE_0]DEADBAND
setp pid.s.maxoutput [SPINDLE_0]MAX_OUTPUT
setp pid.s.error-previous-target true
net spindle-index-enable => pid.s.index-enable
net spindle-enable => pid.s.enable
net spindle-vel-cmd-rpm => pid.s.command
net spindle-vel-fb-rpm => pid.s.feedback
net spindle-output <= pid.s.output
# ---setup spindle control signals---
net spindle-vel-cmd-rps <= spindle.0.speed-out-rps
net spindle-vel-cmd-rps-abs <= spindle.0.speed-out-rps-abs
net spindle-vel-cmd-rpm <= spindle.0.speed-out
net spindle-vel-cmd-rpm-abs <= spindle.0.speed-out-abs
net spindle-enable <= spindle.0.on
net spindle-cw <= spindle.0.forward
net spindle-ccw <= spindle.0.reverse
net spindle-brake <= spindle.0.brake
net spindle-revs => spindle.0.revs
net spindle-at-speed => spindle.0.at-speed
net spindle-vel-fb-rps => spindle.0.speed-in
net spindle-index-enable <=> spindle.0.index-enable
# ---Setup spindle at speed signals---
sets spindle-at-speed true
#******************************
# connect miscellaneous signals
#******************************
# ---HALUI signals---
net axis-select-x halui.axis.x.select
net jog-x-pos halui.axis.x.plus
net jog-x-neg halui.axis.x.minus
net jog-x-analog halui.axis.x.analog
net x-is-homed halui.joint.0.is-homed
net axis-select-y halui.axis.y.select
net jog-y-pos halui.axis.y.plus
net jog-y-neg halui.axis.y.minus
net jog-y-analog halui.axis.y.analog
net y-is-homed halui.joint.1.is-homed
net axis-select-z halui.axis.z.select
net jog-z-pos halui.axis.z.plus
net jog-z-neg halui.axis.z.minus
net jog-z-analog halui.axis.z.analog
net z-is-homed halui.joint.2.is-homed
net jog-selected-pos halui.axis.selected.plus
net jog-selected-neg halui.axis.selected.minus
net spindle-manual-cw halui.spindle.0.forward
net spindle-manual-ccw halui.spindle.0.reverse
net spindle-manual-stop halui.spindle.0.stop
net machine-is-on halui.machine.is-on
net jog-speed halui.axis.jog-speed
net MDI-mode halui.mode.is-mdi
# ---coolant signals---
net coolant-mist <= iocontrol.0.coolant-mist
net coolant-flood <= iocontrol.0.coolant-flood
# ---probe signal---
net probe-in => motion.probe-input
# ---motion control signals---
net in-position <= motion.in-position
net machine-is-enabled <= motion.motion-enabled
# ---digital in / out signals---
# ---estop signals---
net estop-out <= iocontrol.0.user-enable-out
net estop-out => iocontrol.0.emc-enable-in
# ---manual tool change signals---
loadusr -W hal_manualtoolchange
net tool-change-request iocontrol.0.tool-change => hal_manualtoolchange.change
net tool-change-confirmed iocontrol.0.tool-changed <= hal_manualtoolchange.changed
net tool-number iocontrol.0.tool-prep-number => hal_manualtoolchange.number
net tool-prepare-loopback iocontrol.0.tool-prepare => iocontrol.0.tool-prepared
*
*
*
*
INI:
# Generated by PNCconf at Thu Feb 14 05:38:27 2019
# Using LinuxCNC version: 2.8
# If you make changes to this file, they will be
# overwritten when you run PNCconf again
[EMC]
MACHINE = my_LinuxCNC_machine
DEBUG = 0
VERSION = 1.1
[DISPLAY]
DISPLAY = axis
POSITION_OFFSET = RELATIVE
POSITION_FEEDBACK = ACTUAL
MAX_FEED_OVERRIDE = 2.000000
MAX_SPINDLE_OVERRIDE = 1.000000
MIN_SPINDLE_OVERRIDE = 0.500000
INTRO_GRAPHIC = linuxcnc.gif
INTRO_TIME = 5
PROGRAM_PREFIX = /home/ali/linuxcnc/nc_files
INCREMENTS = 5mm 1mm .5mm .1mm .05mm .01mm .005mm
POSITION_FEEDBACK = ACTUAL
DEFAULT_LINEAR_VELOCITY = 6.000000
MAX_LINEAR_VELOCITY = 25.000000
MIN_LINEAR_VELOCITY = 0.500000
DEFAULT_ANGULAR_VELOCITY = 12.000000
MAX_ANGULAR_VELOCITY = 180.000000
MIN_ANGULAR_VELOCITY = 1.666667
EDITOR = gedit
GEOMETRY = xyz
[FILTER]
PROGRAM_EXTENSION = .png,.gif,.jpg Greyscale Depth Image
PROGRAM_EXTENSION = .py Python Script
png = image-to-gcode
gif = image-to-gcode
jpg = image-to-gcode
py = python
[TASK]
TASK = milltask
CYCLE_TIME = 0.010
[RS274NGC]
PARAMETER_FILE = linuxcnc.var
RS274NGC_STARTUP_CODE = G21 G40 G90 G94 G97 G64 P0.025
[EMCMOT]
EMCMOT = motmod
COMM_TIMEOUT = 1.0
SERVO_PERIOD = 1000000
[HMOT]
# **** This is for info only ****
CARD0=hm2_5i25.0
[HAL]
HALUI = halui
HALFILE = my_LinuxCNC_machine.hal
HALFILE = custom.hal
POSTGUI_HALFILE = postgui_call_list.hal
SHUTDOWN = shutdown.hal
[HALUI]
[KINS]
JOINTS = 3
KINEMATICS = trivkins coordinates=XYZ
[TRAJ]
COORDINATES = XYZ
LINEAR_UNITS = mm
ANGULAR_UNITS = degree
DEFAULT_LINEAR_VELOCITY = 2.50
MAX_LINEAR_VELOCITY = 25.00
[EMCIO]
EMCIO = io
CYCLE_TIME = 0.100
TOOL_TABLE = tool.tbl
#******************************************
[AXIS_X]
MAX_VELOCITY = 25.0
MAX_ACCELERATION = 750.0
MIN_LIMIT = -0.01
MAX_LIMIT = 4000.0
[JOINT_0]
TYPE = LINEAR
HOME = 0.0
FERROR = 10.0
MIN_FERROR = 1.0
MAX_VELOCITY = 25.0
MAX_ACCELERATION = 750.0
P = 11
I = 0
D = 0
FF0 = 0
FF1 = 0.0394
FF2 = 0
BIAS = 0
DEADBAND = 0
MAX_OUTPUT = 0
ENCODER_SCALE = 1250
OUTPUT_SCALE = 10
OUTPUT_MIN_LIMIT = -10
OUTPUT_MAX_LIMIT = 10
MIN_LIMIT = -0.01
MAX_LIMIT = 4000.0
HOME_OFFSET = -5.000000
HOME_SEARCH_VEL = -50.000000
HOME_LATCH_VEL = -0.500000
HOME_FINAL_VEL = 0.000000
HOME_USE_INDEX = NO
HOME_IGNORE_LIMITS = YES
#******************************************
#******************************************
[AXIS_Y]
MAX_VELOCITY = 25.0
MAX_ACCELERATION = 750.0
MIN_LIMIT = -0.01
MAX_LIMIT = 2000.0
[JOINT_1]
TYPE = LINEAR
HOME = 0.0
FERROR = 10.0
MIN_FERROR = 1.0
MAX_VELOCITY = 25.0
MAX_ACCELERATION = 750.0
P = 8
I = 0
D = 0
FF0 = 0
FF1 = 0.04
FF2 = 0
BIAS = 0
DEADBAND = 0
MAX_OUTPUT = 0
ENCODER_SCALE = 50
OUTPUT_SCALE = 10
OUTPUT_MIN_LIMIT = -10
OUTPUT_MAX_LIMIT = 10
MIN_LIMIT = -0.01
MAX_LIMIT = 2000
HOME_OFFSET = 1900.000000
HOME_SEARCH_VEL = 50.000000
HOME_LATCH_VEL = -0.500000
HOME_FINAL_VEL = 0.000000
HOME_USE_INDEX = NO
HOME_IGNORE_LIMITS = YES
#******************************************
#******************************************
[AXIS_Z]
MAX_VELOCITY = 25.0
MAX_ACCELERATION = 750.0
MIN_LIMIT = -200
MAX_LIMIT = 0.01
[JOINT_2]
TYPE = LINEAR
HOME = 0.0
FERROR = 10.0
MIN_FERROR = 1.0
MAX_VELOCITY = 25.0
MAX_ACCELERATION = 750.0
# The values below should be 25% larger than MAX_VELOCITY and MAX_ACCELERATION
# If using BACKLASH compensation STEPGEN_MAXACCEL should be 100% larger.
STEPGEN_MAXVEL = 50
STEPGEN_MAXACCEL = 937.5
P = 1000
I = 0
D = 0
FF0 = 0
FF1 = 1
FF2 = 0
BIAS = 0
DEADBAND = 0
MAX_OUTPUT = 0
ENCODER_SCALE = 80.0
# these are in nanoseconds
DIRSETUP = 20000
DIRHOLD = 20000
STEPLEN = 5000
STEPSPACE = 5000
STEP_SCALE = 1580
MIN_LIMIT = -200
MAX_LIMIT = 0.01
HOME_OFFSET = 2
HOME_SEARCH_VEL = 50.000000
HOME_LATCH_VEL = -5
HOME_FINAL_VEL = -5.000000
#******************************************
[SPINDLE_0]
P = 0
I = 0
D = 0
FF0 = 1
FF1 = 0
FF2 = 0
BIAS = 0
DEADBAND = 0
MAX_OUTPUT = 2000
HAL:
# Generated by PNCconf at Thu Feb 14 05:38:27 2019
# Using LinuxCNC version: 2.8
# If you make changes to this file, they will be
# overwritten when you run PNCconf again
loadrt [KINS]KINEMATICS
loadrt [EMCMOT]EMCMOT servo_period_nsec=[EMCMOT]SERVO_PERIOD num_joints=[KINS]JOINTS
loadrt hostmot2
loadrt hm2_pci config="num_encoders=6 num_pwmgens=0 num_stepgens=5 sserial_port_0=00000x"
setp hm2_5i25.0.watchdog.timeout_ns 5000000
loadrt pid names=pid.x,pid.y,pid.z,pid.s
addf hm2_5i25.0.read servo-thread
addf motion-command-handler servo-thread
addf motion-controller servo-thread
addf pid.x.do-pid-calcs servo-thread
addf pid.y.do-pid-calcs servo-thread
addf pid.z.do-pid-calcs servo-thread
addf pid.s.do-pid-calcs servo-thread
addf hm2_5i25.0.write servo-thread
# external output signals
# --- MACHINE-IS-ENABLED ---
net machine-is-enabled => hm2_5i25.0.7i77.0.0.output-01
# --- MACHINE-IS-ENABLED ---
net machine-is-enabled => hm2_5i25.0.7i77.0.0.output-02
# --- ESTOP-OUT ---
net estop-out => hm2_5i25.0.7i77.0.0.output-03
# external input signals
# --- BOTH-HOME-X ---
net both-home-x <= hm2_5i25.0.7i77.0.0.input-01
# --- BOTH-HOME-Y ---
net both-home-y <= hm2_5i25.0.7i77.0.0.input-02
# --- BOTH-HOME-Z ---
net max-home-z <= hm2_5i25.0.7i77.0.0.input-03-not
#*******************
# AXIS X JOINT 0
#*******************
setp pid.x.Pgain [JOINT_0]P
setp pid.x.Igain [JOINT_0]I
setp pid.x.Dgain [JOINT_0]D
setp pid.x.bias [JOINT_0]BIAS
setp pid.x.FF0 [JOINT_0]FF0
setp pid.x.FF1 [JOINT_0]FF1
setp pid.x.FF2 [JOINT_0]FF2
setp pid.x.deadband [JOINT_0]DEADBAND
setp pid.x.maxoutput [JOINT_0]MAX_OUTPUT
setp pid.x.error-previous-target true
net x-index-enable => pid.x.index-enable
net x-enable => pid.x.enable
net x-pos-cmd => pid.x.command
net x-pos-fb => pid.x.feedback
net x-output <= pid.x.output
# ---PWM Generator signals/setup---
setp hm2_5i25.0.7i77.0.1.analogout0-scalemax [JOINT_0]OUTPUT_SCALE
setp hm2_5i25.0.7i77.0.1.analogout0-minlim [JOINT_0]OUTPUT_MIN_LIMIT
setp hm2_5i25.0.7i77.0.1.analogout0-maxlim [JOINT_0]OUTPUT_MAX_LIMIT
net x-output => hm2_5i25.0.7i77.0.1.analogout0
net x-pos-cmd <= joint.0.motor-pos-cmd
net x-enable <= joint.0.amp-enable-out
# enable _all_ sserial pwmgens
net x-enable => hm2_5i25.0.7i77.0.1.analogena
# ---Encoder feedback signals/setup---
setp hm2_5i25.0.encoder.00.counter-mode 0
setp hm2_5i25.0.encoder.00.filter 1
setp hm2_5i25.0.encoder.00.index-invert 0
setp hm2_5i25.0.encoder.00.index-mask 0
setp hm2_5i25.0.encoder.00.index-mask-invert 0
setp hm2_5i25.0.encoder.00.scale [JOINT_0]ENCODER_SCALE
net x-pos-fb <= hm2_5i25.0.encoder.00.position
net x-vel-fb <= hm2_5i25.0.encoder.00.velocity
net x-pos-fb => joint.0.motor-pos-fb
net x-index-enable joint.0.index-enable <=> hm2_5i25.0.encoder.00.index-enable
net x-pos-rawcounts <= hm2_5i25.0.encoder.00.rawcounts
# ---setup home / limit switch signals---
net both-home-x => joint.0.home-sw-in
net both-home-x => joint.0.neg-lim-sw-in
net both-home-x => joint.0.pos-lim-sw-in
#*******************
# AXIS Y JOINT 1
#*******************
setp pid.y.Pgain [JOINT_1]P
setp pid.y.Igain [JOINT_1]I
setp pid.y.Dgain [JOINT_1]D
setp pid.y.bias [JOINT_1]BIAS
setp pid.y.FF0 [JOINT_1]FF0
setp pid.y.FF1 [JOINT_1]FF1
setp pid.y.FF2 [JOINT_1]FF2
setp pid.y.deadband [JOINT_1]DEADBAND
setp pid.y.maxoutput [JOINT_1]MAX_OUTPUT
setp pid.y.error-previous-target true
net y-index-enable => pid.y.index-enable
net y-enable => pid.y.enable
net y-pos-cmd => pid.y.command
net y-pos-fb => pid.y.feedback
net y-output <= pid.y.output
# ---PWM Generator signals/setup---
setp hm2_5i25.0.7i77.0.1.analogout1-scalemax [JOINT_1]OUTPUT_SCALE
setp hm2_5i25.0.7i77.0.1.analogout1-minlim [JOINT_1]OUTPUT_MIN_LIMIT
setp hm2_5i25.0.7i77.0.1.analogout1-maxlim [JOINT_1]OUTPUT_MAX_LIMIT
net y-output => hm2_5i25.0.7i77.0.1.analogout1
net y-pos-cmd <= joint.1.motor-pos-cmd
net y-enable <= joint.1.amp-enable-out
# ---Encoder feedback signals/setup---
setp hm2_5i25.0.encoder.01.counter-mode 0
setp hm2_5i25.0.encoder.01.filter 1
setp hm2_5i25.0.encoder.01.index-invert 0
setp hm2_5i25.0.encoder.01.index-mask 0
setp hm2_5i25.0.encoder.01.index-mask-invert 0
setp hm2_5i25.0.encoder.01.scale [JOINT_1]ENCODER_SCALE
net y-pos-fb <= hm2_5i25.0.encoder.01.position
net y-vel-fb <= hm2_5i25.0.encoder.01.velocity
net y-pos-fb => joint.1.motor-pos-fb
net y-index-enable joint.1.index-enable <=> hm2_5i25.0.encoder.01.index-enable
net y-pos-rawcounts <= hm2_5i25.0.encoder.01.rawcounts
# ---setup home / limit switch signals---
net both-home-y => joint.1.home-sw-in
net both-home-y => joint.1.neg-lim-sw-in
net both-home-y => joint.1.pos-lim-sw-in
#*******************
# AXIS Z JOINT 2
#*******************
setp pid.z.Pgain [JOINT_2]P
setp pid.z.Igain [JOINT_2]I
setp pid.z.Dgain [JOINT_2]D
setp pid.z.bias [JOINT_2]BIAS
setp pid.z.FF0 [JOINT_2]FF0
setp pid.z.FF1 [JOINT_2]FF1
setp pid.z.FF2 [JOINT_2]FF2
setp pid.z.deadband [JOINT_2]DEADBAND
setp pid.z.maxoutput [JOINT_2]MAX_OUTPUT
setp pid.z.error-previous-target true
# This setting is to limit bogus stepgen
# velocity corrections caused by position
# feedback sample time jitter.
setp pid.z.maxerror 0.012700
net z-index-enable => pid.z.index-enable
net z-enable => pid.z.enable
net z-pos-cmd => pid.z.command
net z-pos-fb => pid.z.feedback
net z-output <= pid.z.output
# Step Gen signals/setup
setp hm2_5i25.0.stepgen.00.dirsetup [JOINT_2]DIRSETUP
setp hm2_5i25.0.stepgen.00.dirhold [JOINT_2]DIRHOLD
setp hm2_5i25.0.stepgen.00.steplen [JOINT_2]STEPLEN
setp hm2_5i25.0.stepgen.00.stepspace [JOINT_2]STEPSPACE
setp hm2_5i25.0.stepgen.00.position-scale [JOINT_2]STEP_SCALE
setp hm2_5i25.0.stepgen.00.step_type 0
setp hm2_5i25.0.stepgen.00.control-type 1
setp hm2_5i25.0.stepgen.00.maxaccel [JOINT_2]STEPGEN_MAXACCEL
setp hm2_5i25.0.stepgen.00.maxvel [JOINT_2]STEPGEN_MAXVEL
# ---closedloop stepper signals---
net z-pos-cmd <= joint.2.motor-pos-cmd
net z-vel-cmd <= joint.2.vel-cmd
net z-output => hm2_5i25.0.stepgen.00.velocity-cmd
net z-pos-fb <= hm2_5i25.0.stepgen.00.position-fb
net z-pos-fb => joint.2.motor-pos-fb
net z-enable <= joint.2.amp-enable-out
net z-enable => hm2_5i25.0.stepgen.00.enable
# ---closedloop stepper signals---
net z-pos-cmd <= joint.2.motor-pos-cmd
net z-vel-cmd <= joint.2.vel-cmd
net z-output => hm2_5i25.0.stepgen.00.velocity-cmd
net z-pos-fb <= hm2_5i25.0.stepgen.00.position-fb
net z-pos-fb => joint.2.motor-pos-fb
net z-enable <= joint.2.amp-enable-out
net z-enable => hm2_5i25.0.stepgen.00.enable
# ---setup home / limit switch signals---
net max-home-z => joint.2.home-sw-in
net z-neg-limit => joint.2.neg-lim-sw-in
net max-home-z => joint.2.pos-lim-sw-in
#*******************
# SPINDLE
#*******************
setp pid.s.Pgain [SPINDLE_0]P
setp pid.s.Igain [SPINDLE_0]I
setp pid.s.Dgain [SPINDLE_0]D
setp pid.s.bias [SPINDLE_0]BIAS
setp pid.s.FF0 [SPINDLE_0]FF0
setp pid.s.FF1 [SPINDLE_0]FF1
setp pid.s.FF2 [SPINDLE_0]FF2
setp pid.s.deadband [SPINDLE_0]DEADBAND
setp pid.s.maxoutput [SPINDLE_0]MAX_OUTPUT
setp pid.s.error-previous-target true
net spindle-index-enable => pid.s.index-enable
net spindle-enable => pid.s.enable
net spindle-vel-cmd-rpm => pid.s.command
net spindle-vel-fb-rpm => pid.s.feedback
net spindle-output <= pid.s.output
# ---setup spindle control signals---
net spindle-vel-cmd-rps <= spindle.0.speed-out-rps
net spindle-vel-cmd-rps-abs <= spindle.0.speed-out-rps-abs
net spindle-vel-cmd-rpm <= spindle.0.speed-out
net spindle-vel-cmd-rpm-abs <= spindle.0.speed-out-abs
net spindle-enable <= spindle.0.on
net spindle-cw <= spindle.0.forward
net spindle-ccw <= spindle.0.reverse
net spindle-brake <= spindle.0.brake
net spindle-revs => spindle.0.revs
net spindle-at-speed => spindle.0.at-speed
net spindle-vel-fb-rps => spindle.0.speed-in
net spindle-index-enable <=> spindle.0.index-enable
# ---Setup spindle at speed signals---
sets spindle-at-speed true
#******************************
# connect miscellaneous signals
#******************************
# ---HALUI signals---
net axis-select-x halui.axis.x.select
net jog-x-pos halui.axis.x.plus
net jog-x-neg halui.axis.x.minus
net jog-x-analog halui.axis.x.analog
net x-is-homed halui.joint.0.is-homed
net axis-select-y halui.axis.y.select
net jog-y-pos halui.axis.y.plus
net jog-y-neg halui.axis.y.minus
net jog-y-analog halui.axis.y.analog
net y-is-homed halui.joint.1.is-homed
net axis-select-z halui.axis.z.select
net jog-z-pos halui.axis.z.plus
net jog-z-neg halui.axis.z.minus
net jog-z-analog halui.axis.z.analog
net z-is-homed halui.joint.2.is-homed
net jog-selected-pos halui.axis.selected.plus
net jog-selected-neg halui.axis.selected.minus
net spindle-manual-cw halui.spindle.0.forward
net spindle-manual-ccw halui.spindle.0.reverse
net spindle-manual-stop halui.spindle.0.stop
net machine-is-on halui.machine.is-on
net jog-speed halui.axis.jog-speed
net MDI-mode halui.mode.is-mdi
# ---coolant signals---
net coolant-mist <= iocontrol.0.coolant-mist
net coolant-flood <= iocontrol.0.coolant-flood
# ---probe signal---
net probe-in => motion.probe-input
# ---motion control signals---
net in-position <= motion.in-position
net machine-is-enabled <= motion.motion-enabled
# ---digital in / out signals---
# ---estop signals---
net estop-out <= iocontrol.0.user-enable-out
net estop-out => iocontrol.0.emc-enable-in
# ---manual tool change signals---
loadusr -W hal_manualtoolchange
net tool-change-request iocontrol.0.tool-change => hal_manualtoolchange.change
net tool-change-confirmed iocontrol.0.tool-changed <= hal_manualtoolchange.changed
net tool-number iocontrol.0.tool-prep-number => hal_manualtoolchange.number
net tool-prepare-loopback iocontrol.0.tool-prepare => iocontrol.0.tool-prepared
*
*
*
*
INI:
# Generated by PNCconf at Thu Feb 14 05:38:27 2019
# Using LinuxCNC version: 2.8
# If you make changes to this file, they will be
# overwritten when you run PNCconf again
[EMC]
MACHINE = my_LinuxCNC_machine
DEBUG = 0
VERSION = 1.1
[DISPLAY]
DISPLAY = axis
POSITION_OFFSET = RELATIVE
POSITION_FEEDBACK = ACTUAL
MAX_FEED_OVERRIDE = 2.000000
MAX_SPINDLE_OVERRIDE = 1.000000
MIN_SPINDLE_OVERRIDE = 0.500000
INTRO_GRAPHIC = linuxcnc.gif
INTRO_TIME = 5
PROGRAM_PREFIX = /home/ali/linuxcnc/nc_files
INCREMENTS = 5mm 1mm .5mm .1mm .05mm .01mm .005mm
POSITION_FEEDBACK = ACTUAL
DEFAULT_LINEAR_VELOCITY = 6.000000
MAX_LINEAR_VELOCITY = 25.000000
MIN_LINEAR_VELOCITY = 0.500000
DEFAULT_ANGULAR_VELOCITY = 12.000000
MAX_ANGULAR_VELOCITY = 180.000000
MIN_ANGULAR_VELOCITY = 1.666667
EDITOR = gedit
GEOMETRY = xyz
[FILTER]
PROGRAM_EXTENSION = .png,.gif,.jpg Greyscale Depth Image
PROGRAM_EXTENSION = .py Python Script
png = image-to-gcode
gif = image-to-gcode
jpg = image-to-gcode
py = python
[TASK]
TASK = milltask
CYCLE_TIME = 0.010
[RS274NGC]
PARAMETER_FILE = linuxcnc.var
RS274NGC_STARTUP_CODE = G21 G40 G90 G94 G97 G64 P0.025
[EMCMOT]
EMCMOT = motmod
COMM_TIMEOUT = 1.0
SERVO_PERIOD = 1000000
[HMOT]
# **** This is for info only ****
CARD0=hm2_5i25.0
[HAL]
HALUI = halui
HALFILE = my_LinuxCNC_machine.hal
HALFILE = custom.hal
POSTGUI_HALFILE = postgui_call_list.hal
SHUTDOWN = shutdown.hal
[HALUI]
[KINS]
JOINTS = 3
KINEMATICS = trivkins coordinates=XYZ
[TRAJ]
COORDINATES = XYZ
LINEAR_UNITS = mm
ANGULAR_UNITS = degree
DEFAULT_LINEAR_VELOCITY = 2.50
MAX_LINEAR_VELOCITY = 25.00
[EMCIO]
EMCIO = io
CYCLE_TIME = 0.100
TOOL_TABLE = tool.tbl
#******************************************
[AXIS_X]
MAX_VELOCITY = 25.0
MAX_ACCELERATION = 750.0
MIN_LIMIT = -0.01
MAX_LIMIT = 4000.0
[JOINT_0]
TYPE = LINEAR
HOME = 0.0
FERROR = 10.0
MIN_FERROR = 1.0
MAX_VELOCITY = 25.0
MAX_ACCELERATION = 750.0
P = 11
I = 0
D = 0
FF0 = 0
FF1 = 0.0394
FF2 = 0
BIAS = 0
DEADBAND = 0
MAX_OUTPUT = 0
ENCODER_SCALE = 1250
OUTPUT_SCALE = 10
OUTPUT_MIN_LIMIT = -10
OUTPUT_MAX_LIMIT = 10
MIN_LIMIT = -0.01
MAX_LIMIT = 4000.0
HOME_OFFSET = -5.000000
HOME_SEARCH_VEL = -50.000000
HOME_LATCH_VEL = -0.500000
HOME_FINAL_VEL = 0.000000
HOME_USE_INDEX = NO
HOME_IGNORE_LIMITS = YES
#******************************************
#******************************************
[AXIS_Y]
MAX_VELOCITY = 25.0
MAX_ACCELERATION = 750.0
MIN_LIMIT = -0.01
MAX_LIMIT = 2000.0
[JOINT_1]
TYPE = LINEAR
HOME = 0.0
FERROR = 10.0
MIN_FERROR = 1.0
MAX_VELOCITY = 25.0
MAX_ACCELERATION = 750.0
P = 8
I = 0
D = 0
FF0 = 0
FF1 = 0.04
FF2 = 0
BIAS = 0
DEADBAND = 0
MAX_OUTPUT = 0
ENCODER_SCALE = 50
OUTPUT_SCALE = 10
OUTPUT_MIN_LIMIT = -10
OUTPUT_MAX_LIMIT = 10
MIN_LIMIT = -0.01
MAX_LIMIT = 2000
HOME_OFFSET = 1900.000000
HOME_SEARCH_VEL = 50.000000
HOME_LATCH_VEL = -0.500000
HOME_FINAL_VEL = 0.000000
HOME_USE_INDEX = NO
HOME_IGNORE_LIMITS = YES
#******************************************
#******************************************
[AXIS_Z]
MAX_VELOCITY = 25.0
MAX_ACCELERATION = 750.0
MIN_LIMIT = -200
MAX_LIMIT = 0.01
[JOINT_2]
TYPE = LINEAR
HOME = 0.0
FERROR = 10.0
MIN_FERROR = 1.0
MAX_VELOCITY = 25.0
MAX_ACCELERATION = 750.0
# The values below should be 25% larger than MAX_VELOCITY and MAX_ACCELERATION
# If using BACKLASH compensation STEPGEN_MAXACCEL should be 100% larger.
STEPGEN_MAXVEL = 50
STEPGEN_MAXACCEL = 937.5
P = 1000
I = 0
D = 0
FF0 = 0
FF1 = 1
FF2 = 0
BIAS = 0
DEADBAND = 0
MAX_OUTPUT = 0
ENCODER_SCALE = 80.0
# these are in nanoseconds
DIRSETUP = 20000
DIRHOLD = 20000
STEPLEN = 5000
STEPSPACE = 5000
STEP_SCALE = 1580
MIN_LIMIT = -200
MAX_LIMIT = 0.01
HOME_OFFSET = 2
HOME_SEARCH_VEL = 50.000000
HOME_LATCH_VEL = -5
HOME_FINAL_VEL = -5.000000
#******************************************
[SPINDLE_0]
P = 0
I = 0
D = 0
FF0 = 1
FF1 = 0
FF2 = 0
BIAS = 0
DEADBAND = 0
MAX_OUTPUT = 2000
Last edit: 04 May 2023 22:33 by Esaber.
Please Log in or Create an account to join the conversation.
- Esaber
- Offline
- Premium Member
-
Less
More
- Posts: 132
- Thank you received: 15
04 May 2023 22:11 - 04 May 2023 22:13 #270679
by Esaber
Replied by Esaber on topic Esab Ultrarex UXD-P2000 Upgrade Project
And the last 2 errors when homing the Z are:
hit limit in home state 14
joint 2 on limit switch error
The Z on the esab machine has two limit switches.
The X and Y do have two limit switches and a home switch.
We are running linuxcnc 2.8.4
hit limit in home state 14
joint 2 on limit switch error
The Z on the esab machine has two limit switches.
The X and Y do have two limit switches and a home switch.
We are running linuxcnc 2.8.4
Last edit: 04 May 2023 22:13 by Esaber.
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-

Less
More
- Posts: 19995
- Thank you received: 6789
04 May 2023 22:31 #270683
by tommylight
Replied by tommylight on topic Esab Ultrarex UXD-P2000 Upgrade Project
Where is the ini file?
Probably should get rid of everything regarding spindle and tool change, although it works without it.
Add to ini file, Z axis homing section
HOME_IGNORE_LIMITS = YES
And do some tests.
Tomorrow again out of town.
Working on a 42 Ton machine/press brake, that has no info and someone made a tiny mess with wiring the electronics cabinet and removed some parts that now i have to figure out what it was.
Today managed to turn it on and found out there is a 24V AC transformer missing!
Probably should get rid of everything regarding spindle and tool change, although it works without it.
Add to ini file, Z axis homing section
HOME_IGNORE_LIMITS = YES
And do some tests.
Tomorrow again out of town.
Working on a 42 Ton machine/press brake, that has no info and someone made a tiny mess with wiring the electronics cabinet and removed some parts that now i have to figure out what it was.
Today managed to turn it on and found out there is a 24V AC transformer missing!
Please Log in or Create an account to join the conversation.
- Esaber
- Offline
- Premium Member
-
Less
More
- Posts: 132
- Thank you received: 15
04 May 2023 23:00 - 04 May 2023 23:02 #270685
by Esaber
Replied by Esaber on topic Esab Ultrarex UXD-P2000 Upgrade Project
You should take some sleep Tommy
you know what? I was asking my friend to do the same on the esab remotely when I came here to find your post
Will report back when I do the test.
Good luck with that machine
Thanks.
you know what? I was asking my friend to do the same on the esab remotely when I came here to find your post
Will report back when I do the test.
Good luck with that machine
Thanks.
Last edit: 04 May 2023 23:02 by Esaber.
Please Log in or Create an account to join the conversation.
- Esaber
- Offline
- Premium Member
-
Less
More
- Posts: 132
- Thank you received: 15
04 May 2023 23:17 #270687
by Esaber
Replied by Esaber on topic Esab Ultrarex UXD-P2000 Upgrade Project
So yes the Z does home correctly without errors now with this line added to ini file in the Z axis section:
HOME_IGNORE_LIMITS = YES
BUT the Z motor does not stop when going over the lower limit switch when jogging down manually.
Things to come:
Get the lower limit switch to work. The switch is wired and is seen working in the Show Hal Config.
Once we get this working we do a Linuxcnc test run. I don't want to try it for now so as not to break stuff.
And Next is the THC wiring and Cutting Test.
HOME_IGNORE_LIMITS = YES
BUT the Z motor does not stop when going over the lower limit switch when jogging down manually.
Things to come:
Get the lower limit switch to work. The switch is wired and is seen working in the Show Hal Config.
Once we get this working we do a Linuxcnc test run. I don't want to try it for now so as not to break stuff.
And Next is the THC wiring and Cutting Test.
Please Log in or Create an account to join the conversation.
- Esaber
- Offline
- Premium Member
-
Less
More
- Posts: 132
- Thank you received: 15
04 May 2023 23:24 - 04 May 2023 23:27 #270688
by Esaber
Replied by Esaber on topic Esab Ultrarex UXD-P2000 Upgrade Project
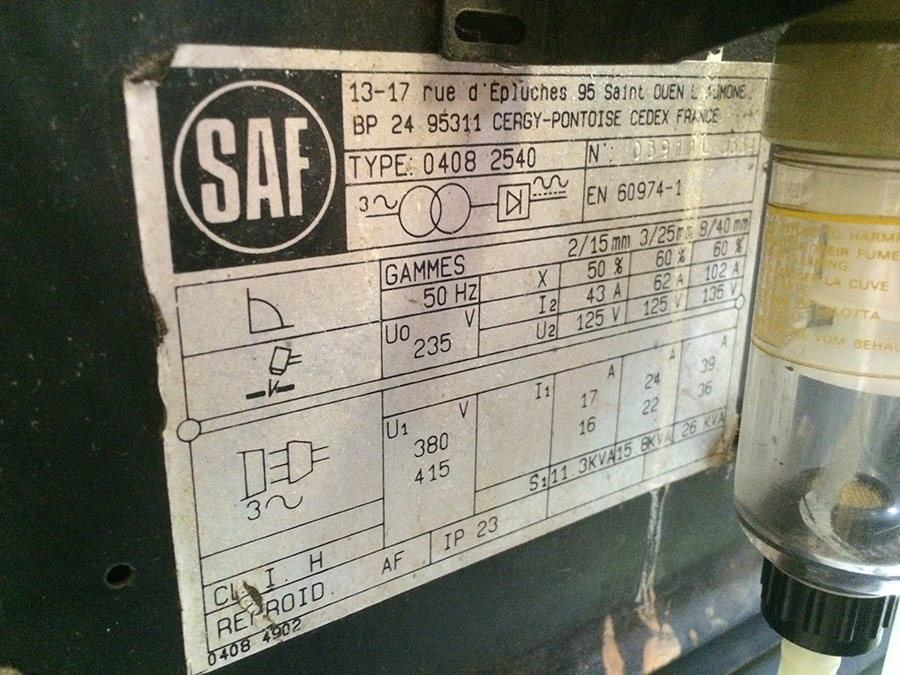
This is the plasma cutter we will be using: Nertazip 540


Attachments:
Last edit: 04 May 2023 23:27 by Esaber.
Please Log in or Create an account to join the conversation.
- tommylight
-
- Away
- Moderator
-
Less
More
- Posts: 19995
- Thank you received: 6789
05 May 2023 08:36 #270713
by tommylight
Replied by tommylight on topic Esab Ultrarex UXD-P2000 Upgrade Project
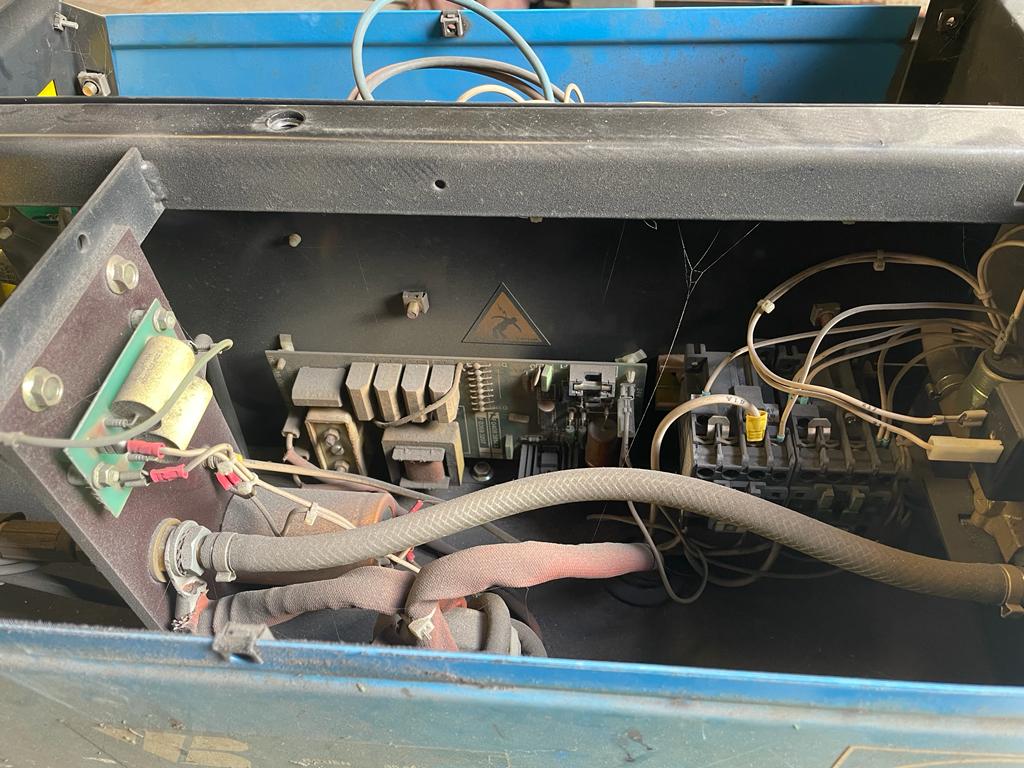
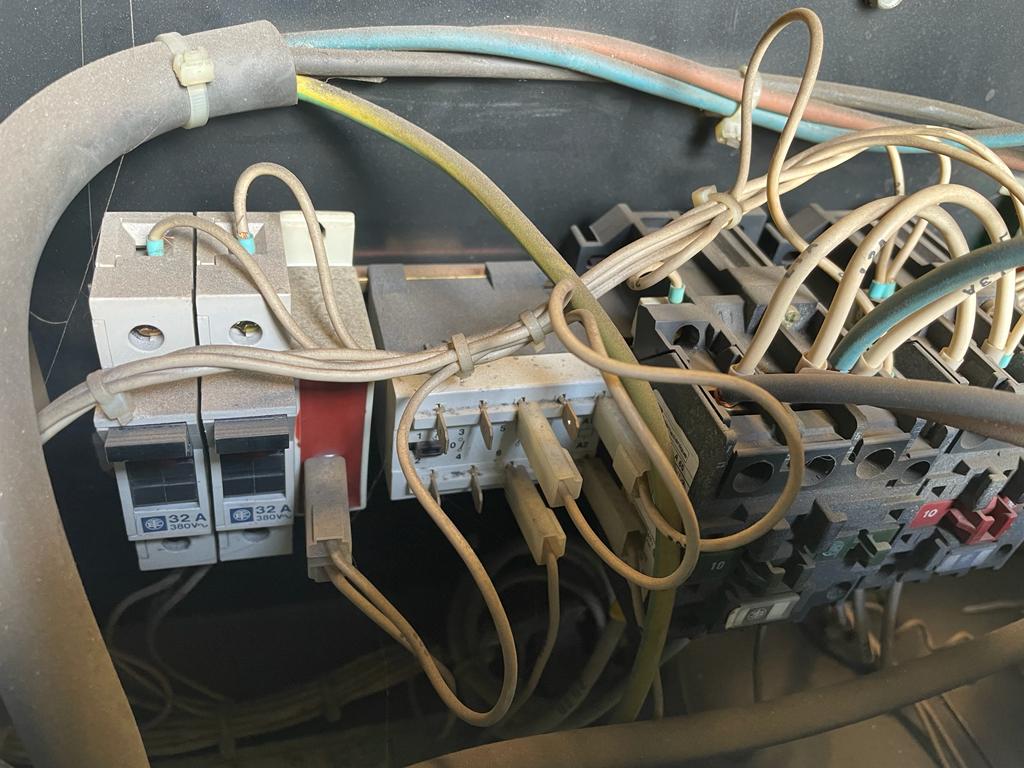
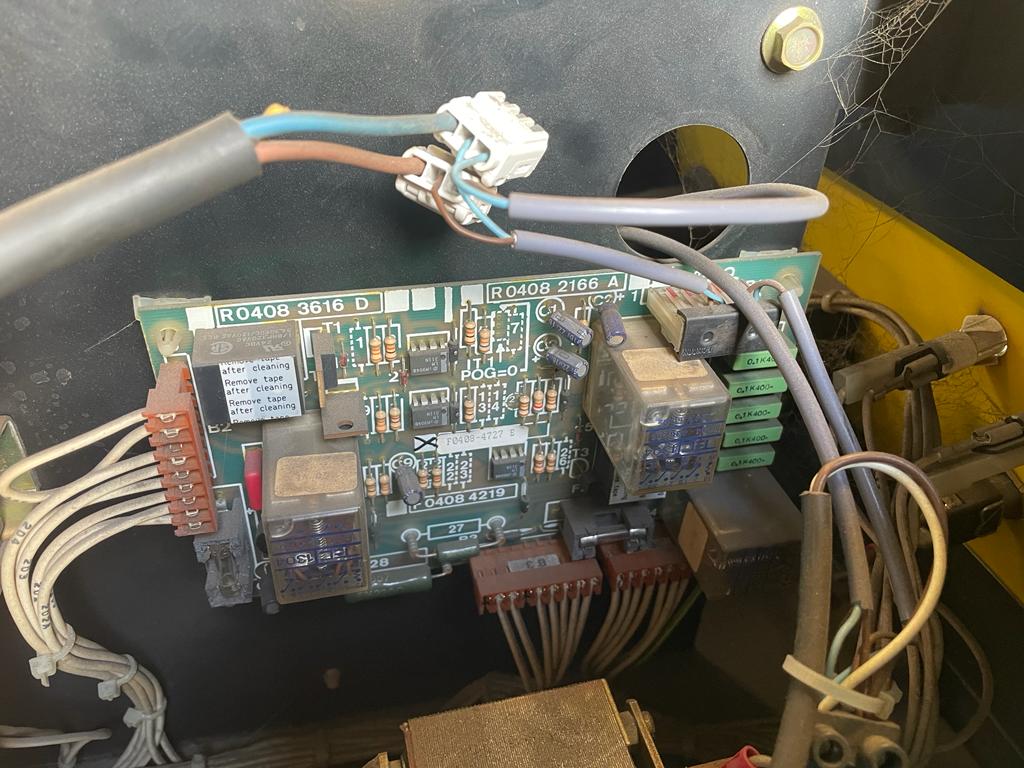
Remove covers from plasma, take some pictures, post here.
Also find 2 of 1MOhm resistors 2W, we might need those.
Also find 2 of 1MOhm resistors 2W, we might need those.
Please Log in or Create an account to join the conversation.
- Esaber
- Offline
- Premium Member
-
Less
More
- Posts: 132
- Thank you received: 15
05 May 2023 10:12 #270718
by Esaber
Replied by Esaber on topic Esab Ultrarex UXD-P2000 Upgrade Project
Will do that.
For the resistors I don't have any 2w at hand. I have a bunch of 1/4w I can wire in series to get the 1Mohm 2w to test if needed. I will get some 2w resistors next week.
For the resistors I don't have any 2w at hand. I have a bunch of 1/4w I can wire in series to get the 1Mohm 2w to test if needed. I will get some 2w resistors next week.
Please Log in or Create an account to join the conversation.
- Esaber
- Offline
- Premium Member
-
Less
More
- Posts: 132
- Thank you received: 15
05 May 2023 13:49 #270725
by Esaber
Replied by Esaber on topic Esab Ultrarex UXD-P2000 Upgrade Project
Pics of the Nertazip:




Attachments:
Please Log in or Create an account to join the conversation.
Time to create page: 0.831 seconds