Work with probe
- JohnnyCNC
-

- Offline
- Platinum Member
-

Less
More
- Posts: 572
- Thank you received: 115
10 Jul 2023 23:41 #275177
by JohnnyCNC
Replied by JohnnyCNC on topic Work with probe
Ouch is right. I shattered the steel shaft on a small probe once and almost crashed my big probe (Hallmark ITTP Probe).
This is the code I added:
ACTION.CALL_MDI("#[4000 + [#5220]] = [#5063 + #[5203 + [20 * #5220]]]")
What is odd is that when I include the probe length I was getting an odd value in #4001. It seems that this probe code is somehow already accounted for in the probe length. I still need to go back and check the numbers but at least it is updating the parameter.
I made this change in probe_routines.py
This is the code I added:
ACTION.CALL_MDI("#[4000 + [#5220]] = [#5063 + #[5203 + [20 * #5220]]]")
What is odd is that when I include the probe length I was getting an odd value in #4001. It seems that this probe code is somehow already accounted for in the probe length. I still need to go back and check the numbers but at least it is updating the parameter.
I made this change in probe_routines.py
Please Log in or Create an account to join the conversation.
- jcdammeyer
-

- Offline
- Senior Member
-

Less
More
- Posts: 73
- Thank you received: 8
11 Jul 2023 00:08 #275180
by jcdammeyer
Replied by jcdammeyer on topic Work with probe
Thanks. I'll take a look.
Just got back from a social visit to a machine shop with 3 HAAS. He's done commercial work for me before but is now retired and just sits and visits with people.
Showed him the broken probe photos. We all laughed. He said that's why he didn't have a probe because an apprentice would likely toast it and he'd be out $4K for the real one.
Just got back from a social visit to a machine shop with 3 HAAS. He's done commercial work for me before but is now retired and just sits and visits with people.
Showed him the broken probe photos. We all laughed. He said that's why he didn't have a probe because an apprentice would likely toast it and he'd be out $4K for the real one.
Please Log in or Create an account to join the conversation.
- jcdammeyer
-
- Offline
- Senior Member
-
Less
More
- Posts: 73
- Thank you received: 8
11 Jul 2023 01:25 #275181
by jcdammeyer
Replied by jcdammeyer on topic Work with probe
None of the folders for my AXIS linuxCNC has probe_routines.py.
Please Log in or Create an account to join the conversation.
- jcdammeyer
-
- Offline
- Senior Member
-
Less
More
- Posts: 73
- Thank you received: 8
11 Jul 2023 04:49 #275187
by jcdammeyer
Replied by jcdammeyer on topic Work with probe
Really didn't like not having a Z probe and having to wait up to 4 weeks before a new one arrives. I'd like to solve my problem before I forget what I was doing and have to start again.
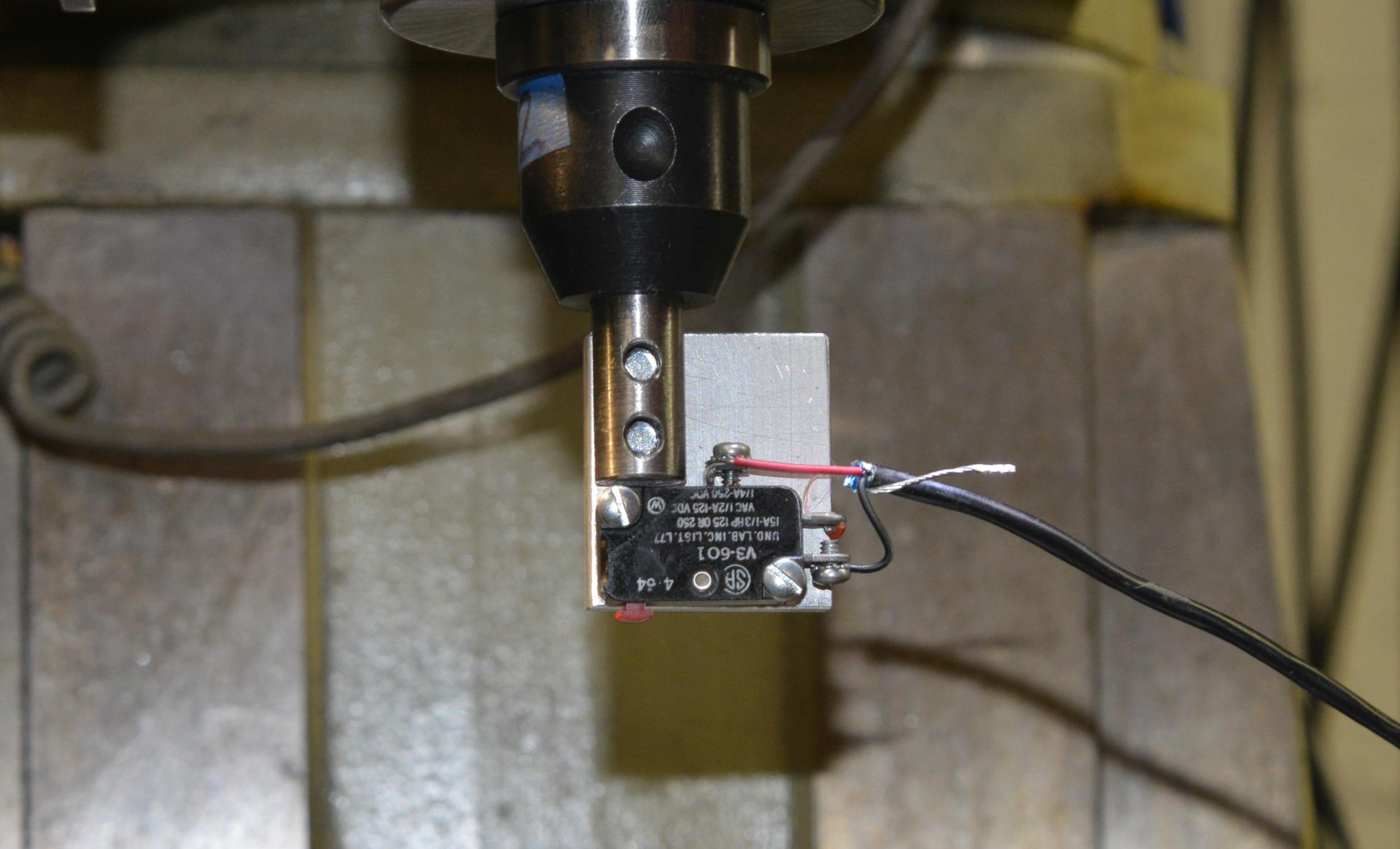
So first. I made a probe.
Then I took a look at the "probe_z_minus_wco.ngc" file and started thinking about how the parameters were set up or for that matter if they aren't provided what is used?
So I changed "_psng_probe_z.ngc", which calls "probe_z_minus_wco.ngc", to provide all 15 parameters and added additional diagnostic print statements in "probe_z_minus_wco.ngc".
Now it behaves... almost.
Here's the output.
Current coordinate system is 1.000000 identified as 540.000000
Workspace_Z is -6.326753
Probe Tool Safety Check
Current Z Position 3.158367 -- Fast Probe starting
Probe Position = 2.886978
Probe Error check, 5070 will be 0 if failed
Move to z_clearance height for slow probe
analog aio output to gui DRO "Z PROBED POSITION"
5220=1.000000
z_minus_probed=2.960507
5063=2.960507
workspace_z=-6.326753
_ini[PROBE]LENGTH=4.784000
Executing G10 with Z[2.960507 + -6.326753]
ERROR: index out of range, 7 not in [0..4] (increase num_aio/EMCMOT_MAX_AIO=64)
ERROR: index out of range, 7 not in [0..4] (increase num_aio/EMCMOT_MAX_AIO=64)
('error', 'See notification popup')
I have no idea where the ERROR: index out of range comes from.Any suggestions?
So first. I made a probe.
Then I took a look at the "probe_z_minus_wco.ngc" file and started thinking about how the parameters were set up or for that matter if they aren't provided what is used?
So I changed "_psng_probe_z.ngc", which calls "probe_z_minus_wco.ngc", to provide all 15 parameters and added additional diagnostic print statements in "probe_z_minus_wco.ngc".
Now it behaves... almost.
Here's the output.
Current coordinate system is 1.000000 identified as 540.000000
Workspace_Z is -6.326753
Probe Tool Safety Check
Current Z Position 3.158367 -- Fast Probe starting
Probe Position = 2.886978
Probe Error check, 5070 will be 0 if failed
Move to z_clearance height for slow probe
analog aio output to gui DRO "Z PROBED POSITION"
5220=1.000000
z_minus_probed=2.960507
5063=2.960507
workspace_z=-6.326753
_ini[PROBE]LENGTH=4.784000
Executing G10 with Z[2.960507 + -6.326753]
ERROR: index out of range, 7 not in [0..4] (increase num_aio/EMCMOT_MAX_AIO=64)
ERROR: index out of range, 7 not in [0..4] (increase num_aio/EMCMOT_MAX_AIO=64)
('error', 'See notification popup')
I have no idea where the ERROR: index out of range comes from.Any suggestions?
Please Log in or Create an account to join the conversation.
- phillc54
-

- Offline
- Platinum Member
-
Less
More
- Posts: 5711
- Thank you received: 2100
11 Jul 2023 05:00 #275188
by phillc54
Replied by phillc54 on topic Work with probe
This line is referencing analog-in pin 7, there are only 4 analog pins by default (0~3).That can be changed when loading the motion module as the error message indicates:linuxcnc.org/docs/devel/html/man/man9/motion.9.html
M68 E7 Q[#<z_minus_probed_position>](increase num_aio/EMCMOT_MAX_AIO=64)Please Log in or Create an account to join the conversation.
- jcdammeyer
-
- Offline
- Senior Member
-
Less
More
- Posts: 73
- Thank you received: 8
11 Jul 2023 05:15 #275189
by jcdammeyer
Replied by jcdammeyer on topic Work with probe
I don't use the analog-in pin. I'm not sure I even need that. I'll check the link you posted and see why it's there.
Thank you for your reply.
John
Thank you for your reply.
John
Please Log in or Create an account to join the conversation.
- JohnnyCNC
-
- Offline
- Platinum Member
-
Less
More
- Posts: 572
- Thank you received: 115
11 Jul 2023 22:00 #275239
by JohnnyCNC
Replied by JohnnyCNC on topic Work with probe
Keep in mind I found that file on my LinuxCNC 2.9 with QTDragon_HD on Debian 12 (Bookworm) machine that I am in the process of migrating to. I believe that the probe code is from basicprobe. I never went looking for that file on my current LinuxCNC 2.8.4 QTDragon machine which is the one where the probe_z_minus_wco.ngc came from.None of the folders for my AXIS linuxCNC has probe_routines.py.
Please Log in or Create an account to join the conversation.
- JohnnyCNC
-
- Offline
- Platinum Member
-
Less
More
- Posts: 572
- Thank you received: 115
11 Jul 2023 22:06 #275240
by JohnnyCNC
Replied by JohnnyCNC on topic Work with probe
Ooh, that error sounds familiar. I think I faced that years ago and did what was described above.This line is referencing analog-in pin 7, there are only 4 analog pins by default (0~3).
[/code]M68 E7 Q[#<z_minus_probed_position>] That can be changed when loading the motion module as the error message indicates: [code](increase num_aio/EMCMOT_MAX_AIO=64) http://linuxcnc.org/docs/devel/html/man/man9/motion.9.html
Please Log in or Create an account to join the conversation.
- jcdammeyer
-
- Offline
- Senior Member
-
Less
More
- Posts: 73
- Thank you received: 8
11 Jul 2023 22:25 - 11 Jul 2023 22:31 #275243
by jcdammeyer
Replied by jcdammeyer on topic Work with probe
Alright! Found one of the problems. The one that destroyed my probe and also snapped apart one of the micro-switches in my intermediate probe after I thought I'd fixed the issue.
The issue lies in the psng_probe_table.ngc and surfaced when I started using the probe_z_minus_wco.ngc. I added diagnostics in the form of (PRINT, ) statements.
Here's a piece of it.
Notice the save current Z position. This is the sort of documentation that is so typical in a lot of software. I can see they are saving the Z position. Not why. It's like a Pascal Statement like Pi := 3.14; And the comment reads Assigning PI into the variable Pi. Duh!
Now once the probing is complete which called _psng_probe_z.ngc which in turn called probe_z_minus_wco.ngc where the #4000 new G54 (or whatever co-ordinate system was active) was updated since we now have a new zero position.
Come back to psng_probe_table.ngc and here's the fault. I added a test and message to prevent future switch damage.
So why is it happening?
Well when the <z> value is saved it may well be say -2.0
While probing the knee moves up slowly, switch opens and then knee moves down again until switch closes again. Now the G38.2 is done and it's moved down just far enough for that clearance parameter.
The probe touched the top of the 1-2-3 block and that becomes our new 0.0000 since G54.Z has now been changed. The probe is above the work by the #<z_clearance>]
And then for some undocumented reason the code, at full G0 speed heads to that saved <z> location in the psng_probe_table.ngc G-Code.
A negative move, by convention is towards the tool. So our tool (the probe) is still 0.2" above the test point and then the knee is told to move to -2.0 at full 150 IPM.
After crushing the tool and switch assembly pressing hard now against whatever was probed (1-2-3 block on table) the servo drive faults with a following error since it's telling the motor to go to -2.0 but the knee can't go any higher since the probe can't crush any thinner.
The issue lies in the psng_probe_table.ngc and surfaced when I started using the probe_z_minus_wco.ngc. I added diagnostics in the form of (PRINT, ) statements.
Here's a piece of it.
o<psng_probe_table> sub
; BEGIN PSNG PREAMBLE
M73 ; Save and autorestore model states. This will be used only in case of error, otherwise we will invalidate it.
o<_psng_modal_save> call
o<_psng_hook> call [3]
; END PSNG PREAMBLE
; Save current Z position
#<z>=#<_z>
; Ensure we're in G90 / absolute mode
G90
; Probe Table
o<_psng_probe_z> call [-#<_hal[probe.ps_probe_max]>]Notice the save current Z position. This is the sort of documentation that is so typical in a lot of software. I can see they are saving the Z position. Not why. It's like a Pascal Statement like Pi := 3.14; And the comment reads Assigning PI into the variable Pi. Duh!
Now once the probing is complete which called _psng_probe_z.ngc which in turn called probe_z_minus_wco.ngc where the #4000 new G54 (or whatever co-ordinate system was active) was updated since we now have a new zero position.
Come back to psng_probe_table.ngc and here's the fault. I added a test and message to prevent future switch damage.
; Move off the Table
(PRINT, Move off Table: <z> is #<z>
O2 if [#<z> GT 0.000]
G0 Z#<z>
O2 else
(PRINT, <z> is negative, would move into probe)
O2 endifSo why is it happening?
Well when the <z> value is saved it may well be say -2.0
While probing the knee moves up slowly, switch opens and then knee moves down again until switch closes again. Now the G38.2 is done and it's moved down just far enough for that clearance parameter.
The probe touched the top of the 1-2-3 block and that becomes our new 0.0000 since G54.Z has now been changed. The probe is above the work by the #<z_clearance>]
And then for some undocumented reason the code, at full G0 speed heads to that saved <z> location in the psng_probe_table.ngc G-Code.
A negative move, by convention is towards the tool. So our tool (the probe) is still 0.2" above the test point and then the knee is told to move to -2.0 at full 150 IPM.
After crushing the tool and switch assembly pressing hard now against whatever was probed (1-2-3 block on table) the servo drive faults with a following error since it's telling the motor to go to -2.0 but the knee can't go any higher since the probe can't crush any thinner.
Last edit: 11 Jul 2023 22:31 by jcdammeyer.
The following user(s) said Thank You: Clive S
Please Log in or Create an account to join the conversation.
- jcdammeyer
-
- Offline
- Senior Member
-
Less
More
- Posts: 73
- Thank you received: 8
12 Jul 2023 19:34 #275296
by jcdammeyer
Replied by jcdammeyer on topic Work with probe
So I added num_aio=8 and un-commented M68 E7 Q[#<z_minus_probed_position>]
The error is gone but I don't see any difference in program operation. so I'm not sure where the psng probe software is using that.
The error is gone but I don't see any difference in program operation. so I'm not sure where the psng probe software is using that.
Please Log in or Create an account to join the conversation.
Time to create page: 0.172 seconds