Search Results (Searched for: )
- PCW

23 Jul 2026 18:31
- Kittifix
- Kittifix
23 Jul 2026 15:55
Replied by Kittifix on topic Software für Stepperonline A6 / JSS Motors JSS715N / Synmatic AS 715N
Software für Stepperonline A6 / JSS Motors JSS715N / Synmatic AS 715N
Category: Deutsch
- RLA
- RLA
23 Jul 2026 15:51
Replied by RLA on topic linuxcnc frequent freeze
linuxcnc frequent freeze
Category: General LinuxCNC Questions
- Aciera

23 Jul 2026 15:50 - 23 Jul 2026 16:23
- csec0128
- csec0128
23 Jul 2026 15:44
Replied by csec0128 on topic Precix Retrofit Project
Precix Retrofit Project
Category: Driver Boards
- RLA
- RLA
23 Jul 2026 15:36
Replied by RLA on topic linuxcnc frequent freeze
linuxcnc frequent freeze
Category: General LinuxCNC Questions
- Lcvette

23 Jul 2026 15:24
Replied by Lcvette on topic Some problems with probe basic lathe
Some problems with probe basic lathe
Category: QtPyVCP
- PCW
23 Jul 2026 15:14
Replied by PCW on topic linuxcnc frequent freeze
linuxcnc frequent freeze
Category: General LinuxCNC Questions
- PCW
23 Jul 2026 14:59
- tommylight

23 Jul 2026 14:45
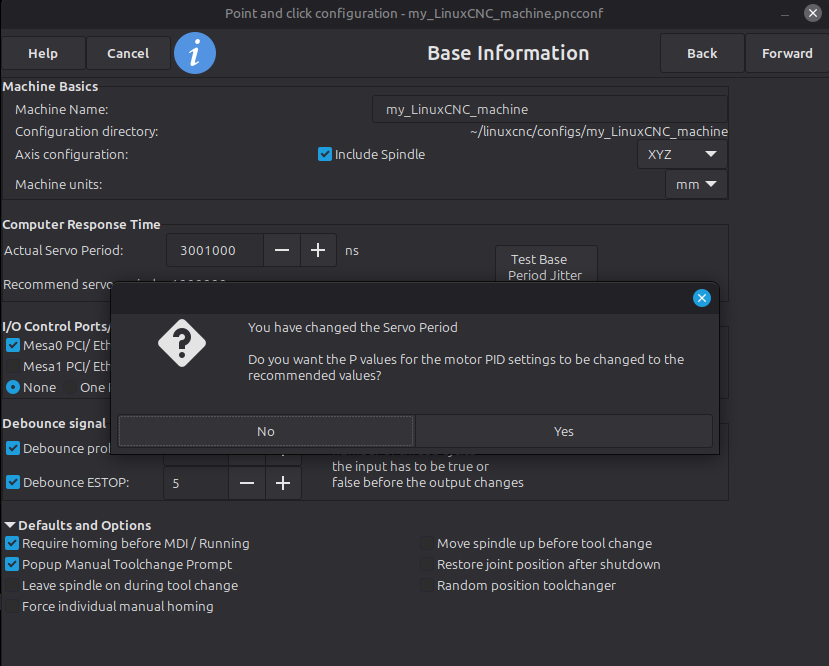
Replied by tommylight on topic If servo period is changed the coresponding P values for PID do not change
If servo period is changed the coresponding P values for PID do not change
Category: PnCConf Wizard
- csec0128
- csec0128
23 Jul 2026 14:15
Replied by csec0128 on topic Precix Retrofit Project
Precix Retrofit Project
Category: Driver Boards
- rhscdn
- rhscdn
23 Jul 2026 13:46 - 23 Jul 2026 13:54
- PCW
23 Jul 2026 13:40
- Aciera
23 Jul 2026 13:23 - 23 Jul 2026 13:28
- tommylight
23 Jul 2026 13:14
Replied by tommylight on topic linuxcnc frequent freeze
linuxcnc frequent freeze
Category: General LinuxCNC Questions
Time to create page: 0.304 seconds