Search Results (Searched for: )
- zz912

15 Mar 2025 17:03
Replied by zz912 on topic LCNC 2.10 - Ask for AUTOMATIC_G43
LCNC 2.10 - Ask for AUTOMATIC_G43
Category: Gmoccapy
- PCW

15 Mar 2025 15:45
- persei8

15 Mar 2025 15:38
- unknown
- unknown
15 Mar 2025 15:03
Replied by unknown on topic Linuxcnc & the Raspberry Pi (4 & 5) Official Images Only!!!
Linuxcnc & the Raspberry Pi (4 & 5) Official Images Only!!!
Category: Installing LinuxCNC
- ihavenofish
- ihavenofish
15 Mar 2025 14:36
Replied by ihavenofish on topic scurve trajectory planner
scurve trajectory planner
Category: General LinuxCNC Questions
- JT

15 Mar 2025 13:44
Replied by JT on topic Funny message when reply to a topic
Funny message when reply to a topic
Category: Forum Questions
- U2fletch
- U2fletch
15 Mar 2025 13:20
Replied by U2fletch on topic Linuxcnc & the Raspberry Pi (4 & 5) Official Images Only!!!
Linuxcnc & the Raspberry Pi (4 & 5) Official Images Only!!!
Category: Installing LinuxCNC
- tommylight

15 Mar 2025 13:10
Replied by tommylight on topic Linuxcnc & the Raspberry Pi (4 & 5) Official Images Only!!!
Linuxcnc & the Raspberry Pi (4 & 5) Official Images Only!!!
Category: Installing LinuxCNC
- PCW
15 Mar 2025 12:31
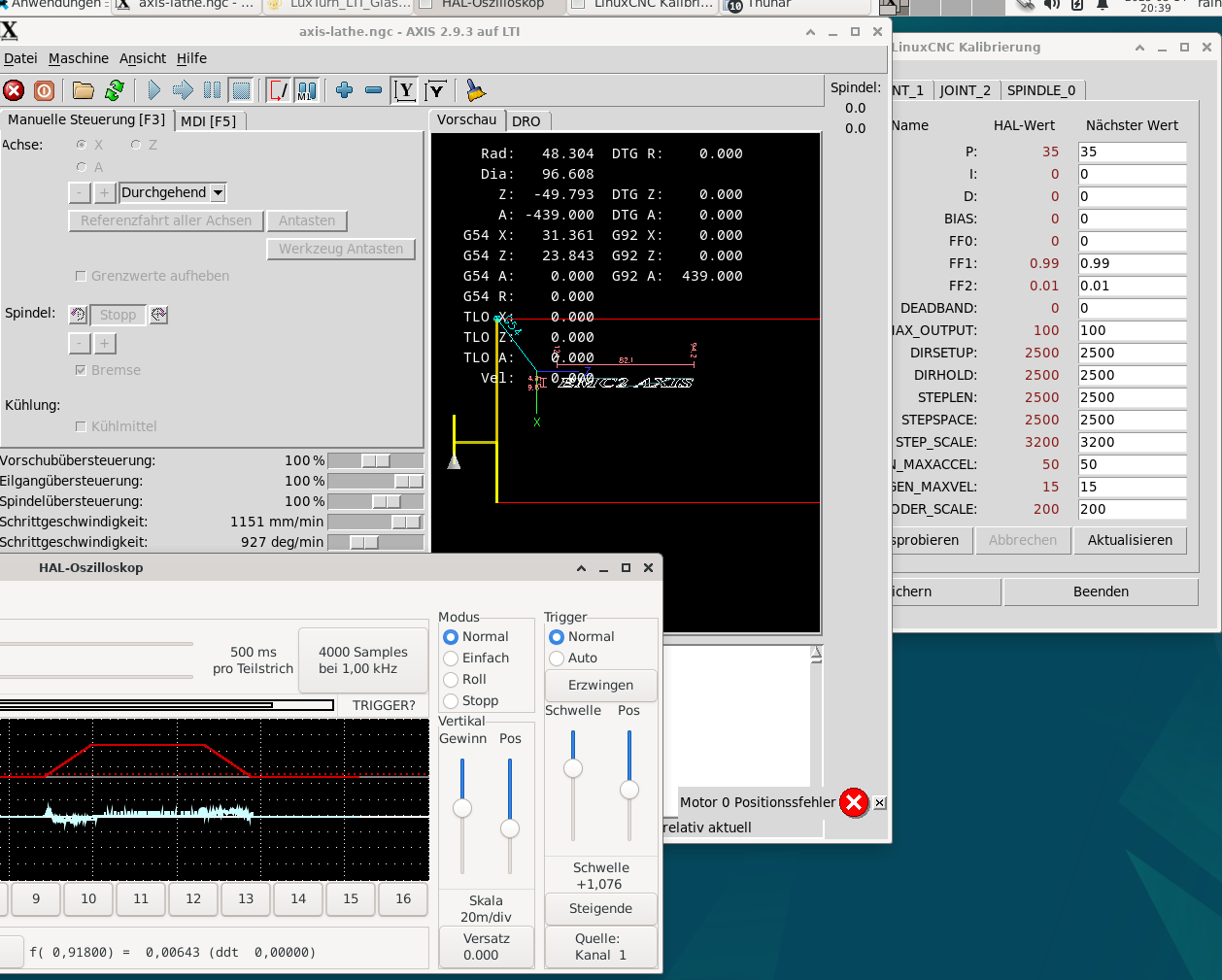
Replied by PCW on topic Motor 0 Positionsfehler
Motor 0 Positionsfehler
Category: Advanced Configuration
- Grotius

15 Mar 2025 12:04
Replied by Grotius on topic scurve trajectory planner
scurve trajectory planner
Category: General LinuxCNC Questions
- NT4Boy
- NT4Boy
15 Mar 2025 10:14
Replied by NT4Boy on topic HURCO KMB-1 Control Update
HURCO KMB-1 Control Update
Category: Milling Machines
- unknown
- unknown
15 Mar 2025 10:11
Replied by unknown on topic SCATECH EV1616DN - Example config
SCATECH EV1616DN - Example config
Category: EtherCAT
- HansU

15 Mar 2025 09:49
Replied by HansU on topic LCNC 2.10 - Ask for AUTOMATIC_G43
LCNC 2.10 - Ask for AUTOMATIC_G43
Category: Gmoccapy
- Wusel
- Wusel
15 Mar 2025 07:11
Motor 0 Positionsfehler was created by Wusel
Motor 0 Positionsfehler
Category: Advanced Configuration
- besriworld
- besriworld
15 Mar 2025 07:10
Replied by besriworld on topic OLD Lathe conversion to a CNC
OLD Lathe conversion to a CNC
Category: Turning
") I want to have a fast servo thread
I want to have a fast servo thread
Time to create page: 0.996 seconds