Search Results (Searched for: )
- MrStupid

26 Dec 2024 17:38
Replied by MrStupid on topic probe_basic_lathe vtk_backplot.py error
probe_basic_lathe vtk_backplot.py error
Category: QtPyVCP
- Aciera

26 Dec 2024 17:36
- Lcvette

26 Dec 2024 17:35
Replied by Lcvette on topic To Probe Basic from Gmoccapy
To Probe Basic from Gmoccapy
Category: QtPyVCP
- resmond
- resmond
26 Dec 2024 17:25
Replied by resmond on topic LinuxCNC on Raspberry Pi 5
LinuxCNC on Raspberry Pi 5
Category: Installing LinuxCNC
- mhd325ic
- mhd325ic
26 Dec 2024 17:23 - 27 Dec 2024 03:06
Onsale: PM-25 converted linuxCNC milling machine was created by mhd325ic
Onsale: PM-25 converted linuxCNC milling machine
Category: User Exchange


- abdulasis12
- abdulasis12
26 Dec 2024 16:31
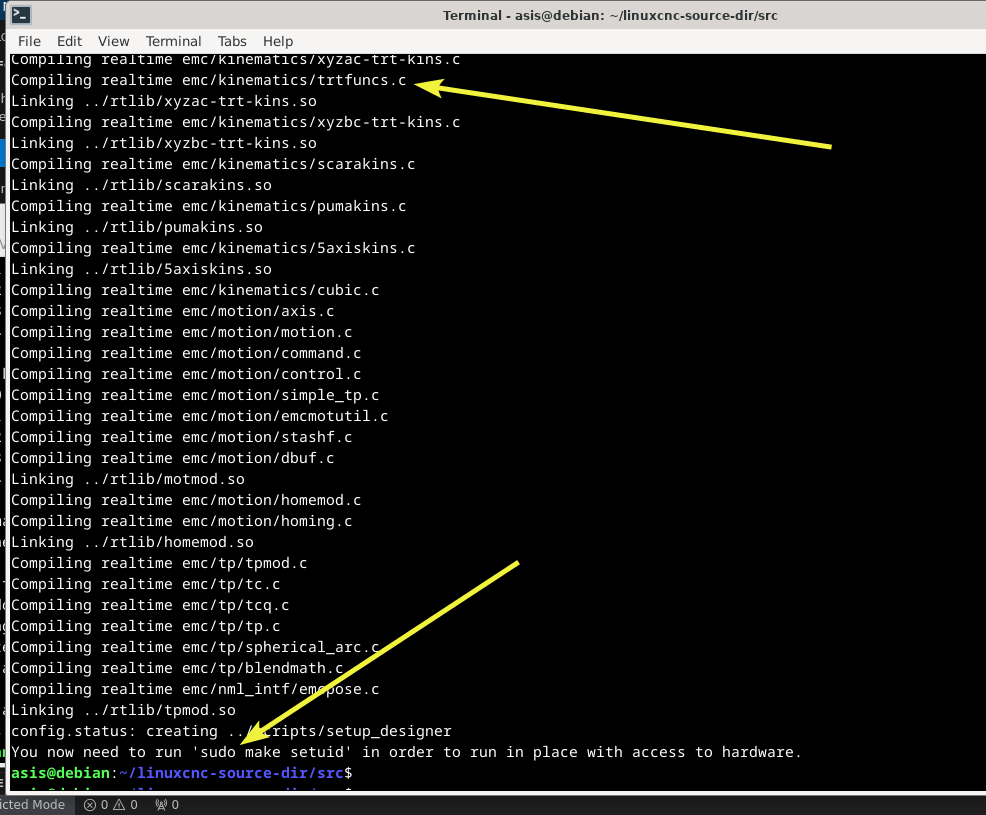
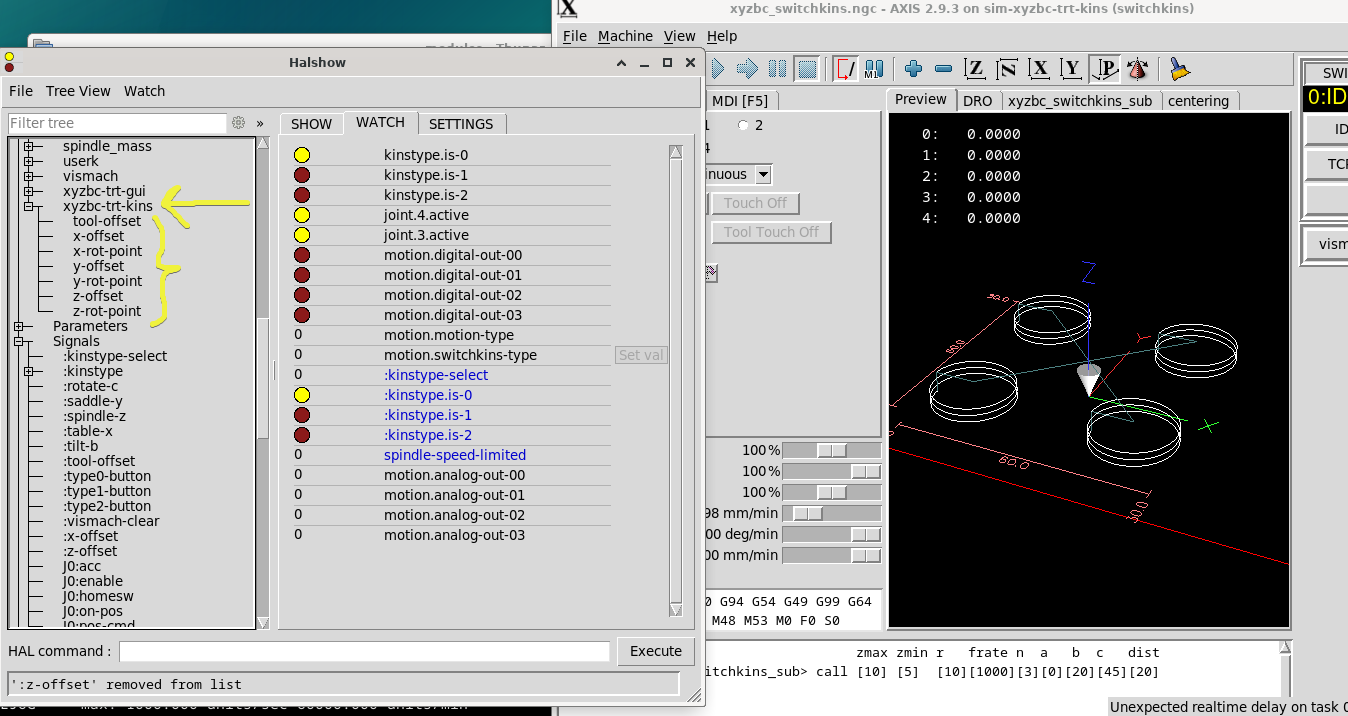
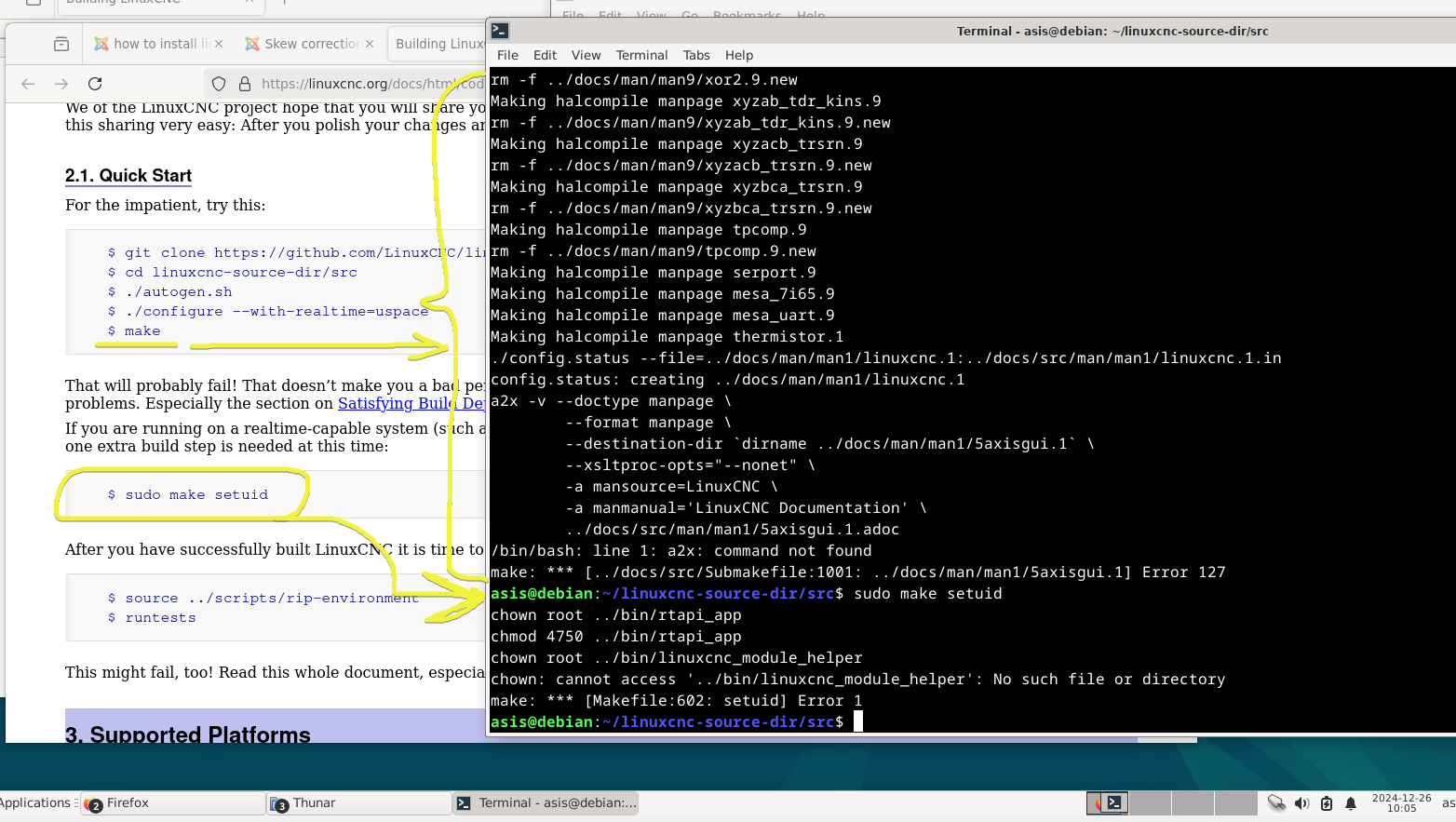
Replied by abdulasis12 on topic Skew correction/perpendicularity correction (millkins or millkins_xyz)
Skew correction/perpendicularity correction (millkins or millkins_xyz)
Category: Basic Configuration
- PCW

26 Dec 2024 16:19
Replied by PCW on topic Threading Index Varies With Speed
Threading Index Varies With Speed
Category: General LinuxCNC Questions
- PCW
26 Dec 2024 15:55
- beauxnez
- beauxnez
26 Dec 2024 15:46 - 26 Dec 2024 15:50
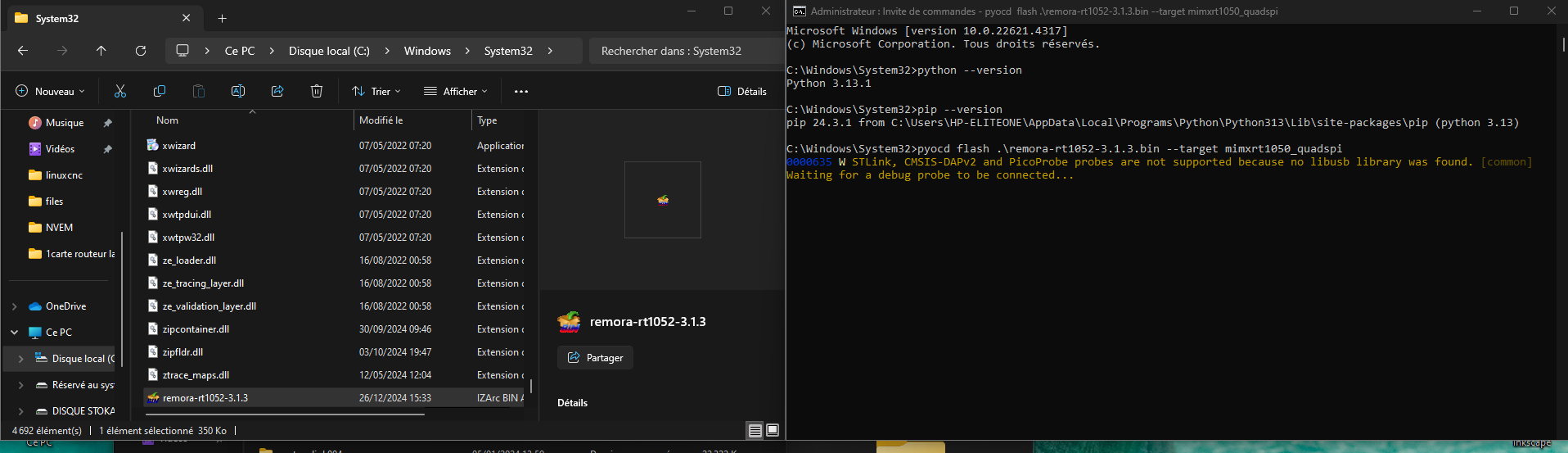
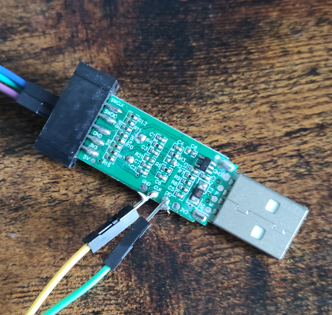
Replied by beauxnez on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware

- 10K

26 Dec 2024 15:39
Replied by 10K on topic Threading Index Varies With Speed
Threading Index Varies With Speed
Category: General LinuxCNC Questions
- Aciera
26 Dec 2024 15:33
- TooTall18T

26 Dec 2024 15:24
Replied by TooTall18T on topic Probe Basic is splitting into Stable and Develop apt branch
Probe Basic is splitting into Stable and Develop apt branch
Category: QtPyVCP
- abdulasis12
- abdulasis12
26 Dec 2024 15:18
Replied by abdulasis12 on topic Skew correction/perpendicularity correction (millkins or millkins_xyz)
Skew correction/perpendicularity correction (millkins or millkins_xyz)
Category: Basic Configuration
- tu_koper
- tu_koper
26 Dec 2024 15:03
Replied by tu_koper on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- aikiaviator
- aikiaviator
26 Dec 2024 14:55
Replied by aikiaviator on topic To Probe Basic from Gmoccapy
To Probe Basic from Gmoccapy
Category: QtPyVCP
Time to create page: 0.581 seconds