Search Results (Searched for: )
- BaxEDM

17 Oct 2024 11:09 - 17 Oct 2024 11:09
- Kirvesmies
- Kirvesmies
17 Oct 2024 10:15
Replied by Kirvesmies on topic Getting started with 6i25+7i75+7i85s
Getting started with 6i25+7i75+7i85s
Category: PnCConf Wizard
- marq_torque

17 Oct 2024 09:40
Replied by marq_torque on topic linuxcnc-dev is missing?
linuxcnc-dev is missing?
Category: Installing LinuxCNC
- BaxEDM
17 Oct 2024 09:37
Replied by BaxEDM on topic motion.adaptive-feed range problem
motion.adaptive-feed range problem
Category: Advanced Configuration
- burnie
- burnie
17 Oct 2024 09:28
Replied by burnie on topic Probe Basic machines won't update after modify in "Designer for PB"
Probe Basic machines won't update after modify in "Designer for PB"
Category: QtPyVCP
- my1987toyota

17 Oct 2024 09:13
- vasilyzel.

17 Oct 2024 08:30
Replied by vasilyzel. on topic Run/Step Hold/Resume Buttons
Run/Step Hold/Resume Buttons
Category: HAL Examples
- IronManDylan
- IronManDylan
17 Oct 2024 08:12
Fast Hole EDM from Hacked Parts was created by IronManDylan
Fast Hole EDM from Hacked Parts
Category: General LinuxCNC Questions
- vasilyzel.
17 Oct 2024 08:05

- Macwolf
- Macwolf
17 Oct 2024 08:04 - 17 Oct 2024 08:13
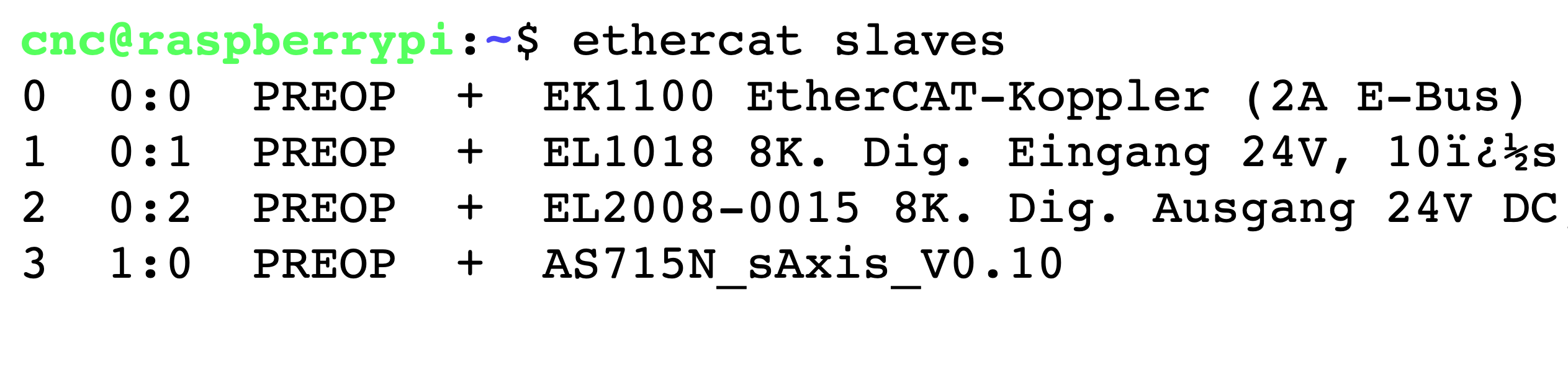
Replied by Macwolf on topic Ethercat installation from repositories - how to step by step
Ethercat installation from repositories - how to step by step
Category: EtherCAT
- Aciera

17 Oct 2024 07:45
Replied by Aciera on topic Unterstützung bei der Automatisierung einer Simulation
Unterstützung bei der Automatisierung einer Simulation
Category: Deutsch
- jurod

17 Oct 2024 06:41
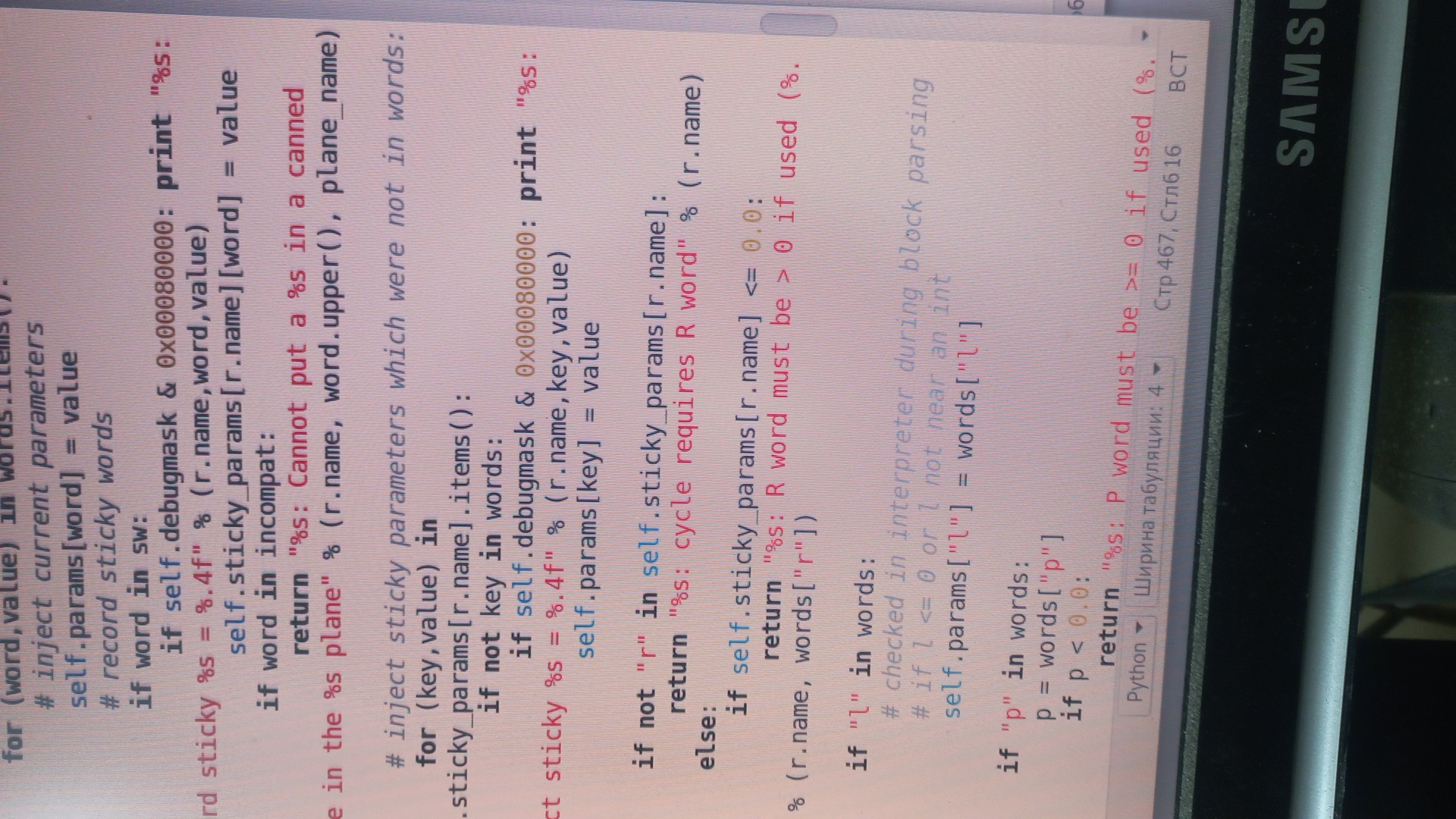
Replied by jurod on topic Remap 3D Cubic Spline Interpolation code by Python
Remap 3D Cubic Spline Interpolation code by Python
Category: O Codes (subroutines) and NGCGUI
- bkt

17 Oct 2024 06:32
- Vair8
- Vair8
17 Oct 2024 06:18
- Craigl
- Craigl
17 Oct 2024 05:55
Time to create page: 1.470 seconds