Search Results (Searched for: )
- hitchhiker
- hitchhiker
23 Mar 2026 11:02
Replied by hitchhiker on topic LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
Category: Computers and Hardware
Could you please explain how you connect the 7c81 via ethernet?
- backyardengineer
- backyardengineer
23 Mar 2026 10:19
Closed loop - encoder/position not updating while moving was created by backyardengineer
Closed loop - encoder/position not updating while moving
Category: HAL
Hello,
i am currently stuck implementing a direct closed loop (2 axis lathe, parallel port, stepper motor, linear scale for closed loop).
The problem is: I do get the right position feedback, when moving manually (DRO display is correct) and i can see the correct encoder positions (in Hal-Scope: encoder.0.position). However, as soon as i try to move the axis, it starts to move and errors out with following error. If i look in the hal-scope, the "encoder.0.position" does not move one bit during the move (stepper is moving).
--> Why does read out the position while idling but not while moving ?
Thanks
i am currently stuck implementing a direct closed loop (2 axis lathe, parallel port, stepper motor, linear scale for closed loop).
The problem is: I do get the right position feedback, when moving manually (DRO display is correct) and i can see the correct encoder positions (in Hal-Scope: encoder.0.position). However, as soon as i try to move the axis, it starts to move and errors out with following error. If i look in the hal-scope, the "encoder.0.position" does not move one bit during the move (stepper is moving).
--> Why does read out the position while idling but not while moving ?
Thanks
- Todd Zuercher

23 Mar 2026 09:58
Replied by Todd Zuercher on topic Updating Old GladeVCP Files?
Updating Old GladeVCP Files?
Category: GladeVCP
When I tested the above code, it would change the text, but the color stayed black (no color changes)
- grandixximo

23 Mar 2026 08:47
Replied by grandixximo on topic Ethercat random jitter fix
Ethercat random jitter fix
Category: EtherCAT
Try with synctorefclock false, and see if your reset counter also counts up or not
- TAKUYA
- TAKUYA
23 Mar 2026 08:09
Replied by TAKUYA on topic Ethercat random jitter fix
Ethercat random jitter fix
Category: EtherCAT
@grandixximo
Sync0shift is set to 300000
Sync0shift is set to 300000
- Aciera

23 Mar 2026 07:47
Replied by Aciera on topic Schaublin 125-CNC retrofit.
Schaublin 125-CNC retrofit.
Category: Turning
Note that LinuxCNC only supports Python3/Gtk3 from version 2.9.x so if you are using any custom python or glade code you would have to port those files to python3/gtk3.
In my opinion you'd be better off getting a second ssd and do a fresh install of 2.9.8 on that. Once you get that installed port your config files from the current drive to the new one.
In my opinion you'd be better off getting a second ssd and do a fresh install of 2.9.8 on that. Once you get that installed port your config files from the current drive to the new one.
- Hakan
- Hakan
23 Mar 2026 06:23 - 23 Mar 2026 06:26
Replied by Hakan on topic Ethercat random jitter fix
Ethercat random jitter fix
Category: EtherCAT
Did you say you had changing values on pll-reset-count? That one should stay on 1, not increase.
Can you perhaps record pll-err in halscope and show?
Can you perhaps record pll-err in halscope and show?
- tommylight

22 Mar 2026 23:47
Replied by tommylight on topic Schaublin 125-CNC retrofit.
Schaublin 125-CNC retrofit.
Category: Turning
From google:
Debian 10 "Buster" reached its official End of Life (EOL) and concluded Long Term Support (LTS) on
June 30, 2024. After this date, Debian no longer provides official security updates or bug fixes, making systems vulnerable.
Try this at your own risk.
gist.github.com/ishad0w/6ce1eb569c734880...#gistcomment-5812428
-
Personally, i will never understand why risk a perfectly working system for absolutely no reason, IF there is nothing you absolutely need/require. I have machines with Ubuntu 8.04 still in daily use. No internet, usually, so...
Debian 10 "Buster" reached its official End of Life (EOL) and concluded Long Term Support (LTS) on
June 30, 2024. After this date, Debian no longer provides official security updates or bug fixes, making systems vulnerable.
Try this at your own risk.
gist.github.com/ishad0w/6ce1eb569c734880...#gistcomment-5812428
-
Personally, i will never understand why risk a perfectly working system for absolutely no reason, IF there is nothing you absolutely need/require. I have machines with Ubuntu 8.04 still in daily use. No internet, usually, so...
- tommylight
22 Mar 2026 23:35
Replied by tommylight on topic Results of latency test, list of computers tested for use with LinuxCNC
Results of latency test, list of computers tested for use with LinuxCNC
Category: Computers and Hardware
Looks perfectly fine, thank you.
- grandixximo
22 Mar 2026 22:29 - 23 Mar 2026 01:14
Replied by grandixximo on topic Ethercat random jitter fix
Ethercat random jitter fix
Category: EtherCAT
@TAKUYA
Is your
sync0Shift="0"
???
You should set sync0Shift to 250000 or 500000
sync0Shift to 0 is not correct, as per my understanding of the ethercat DC specifications.
Is your
sync0Shift="0"
???
You should set sync0Shift to 250000 or 500000
sync0Shift to 0 is not correct, as per my understanding of the ethercat DC specifications.
- miniwini

22 Mar 2026 21:45 - 22 Mar 2026 21:47
Replied by miniwini on topic Results of latency test, list of computers tested for use with LinuxCNC
Results of latency test, list of computers tested for use with LinuxCNC
Category: Computers and Hardware
this is my actual running system... i´m quite impressed... 
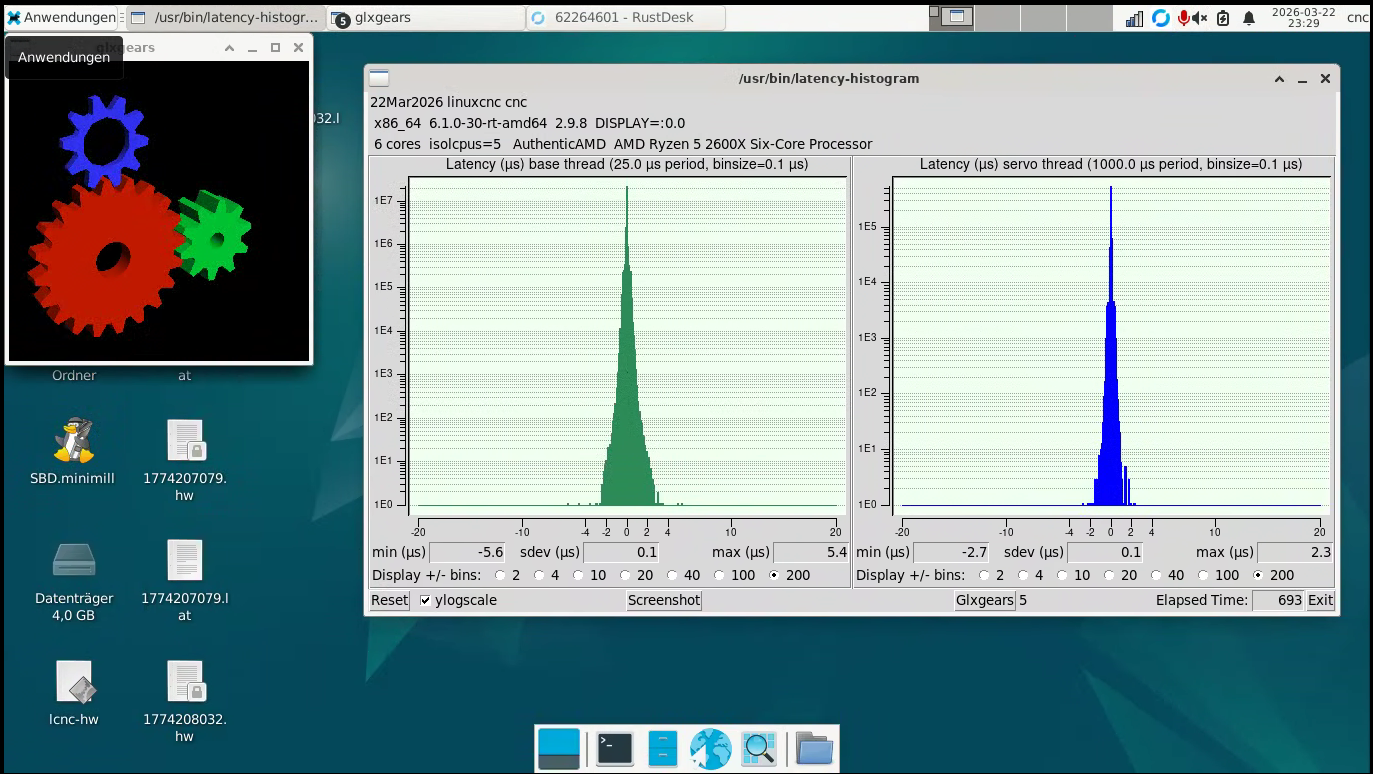
What do you think?
cheers miniwini
LinuxCNC pc tests, version 20200930, started 22.03.2026 20:33:53
********************************************************************************
General info:
ASRock, To Be Filled By O.E.M.
Bios version P3.40, dated 07/17/2019
Chipset: Advanced Micro Devices, Inc. [AMD] 400 Series
Harddisk is rotational
The amount of swap currently used is 0
================================================================================
CPU related data:
model name : AMD Ryzen 5 2600X Six-Core Processor
cpu cores : 6
stepping : 2
cache size : 512 KB
================================================================================
RAM related data:
Maximum Capacity: 128 GB
Maximum Voltage: 1.2 V
Size: 8 GB
Non-Volatile Size: None
Volatile Size: None
Cache Size: None
Logical Size: None
Size: No Module Installed
================================================================================
GPU related data:
product: GK104GL [Quadro K5000]
configuration: depth=32 driver=nouveau latency=0 resolution=1366,768
================================================================================
Parallel port related data:
number of parallel ports is 0
================================================================================
Os and desktop related data:
PRETTY_NAME="Debian GNU/Linux 12 (bookworm)"
Should the info below not match with your machine,
kindly post the output of pstree here, including a brief
desciption of your desktop environment, window manager and
display manager. Tia
https://forum.linuxcnc.org/18-computer/39370-script-for-automated-testing-of-computer-latency
Desktop environment : lightdm
Windowmanager : Xfwm4
Displaymanager : lightdm
================================================================================
Kernel related data:
Kernel 6.1.0-30-rt-amd64
GRUB_CMDLINE_LINUX_DEFAULT="quiet splash isolcpus=5 idle=poll"
Cpu idle driver: none
================================================================================
Kernel modules data:
Check if pcspkr is loaded: [0;31mYes, may cause bigger latency.[0m
can be eliminated using:
sudo echo "install pcspkr /bin/true" >/etc/modprobe.d/pcspkr.conf
Check if snd modules are loaded: [0;32mNo, which is good
22 Mar 2026 20:18 - 22 Mar 2026 20:19
Replied by RotarySMP on topic Schaublin 125-CNC retrofit.
Schaublin 125-CNC retrofit.
Category: Turning
So I checked and my lathe is running Lcnc 2.8.2 on Debian Buster, with RT 4.19.
Since Buster is still okay per the updating instructions, I thought Id try an update.
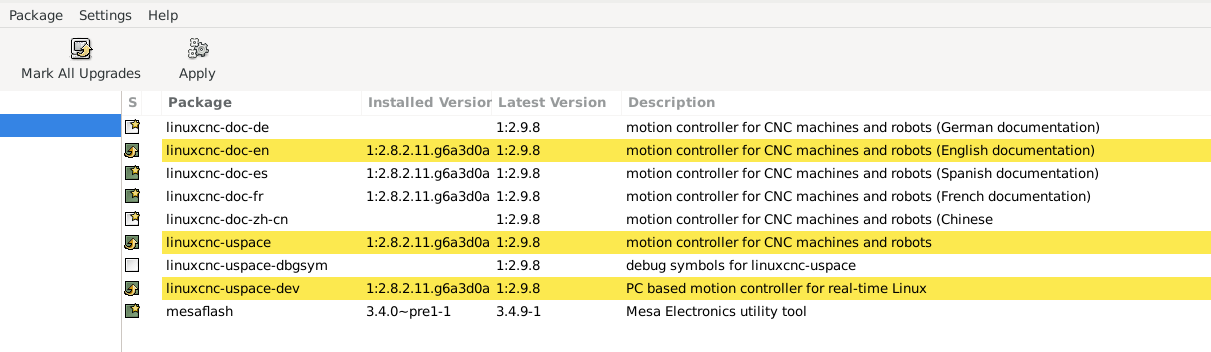
I added the repository.
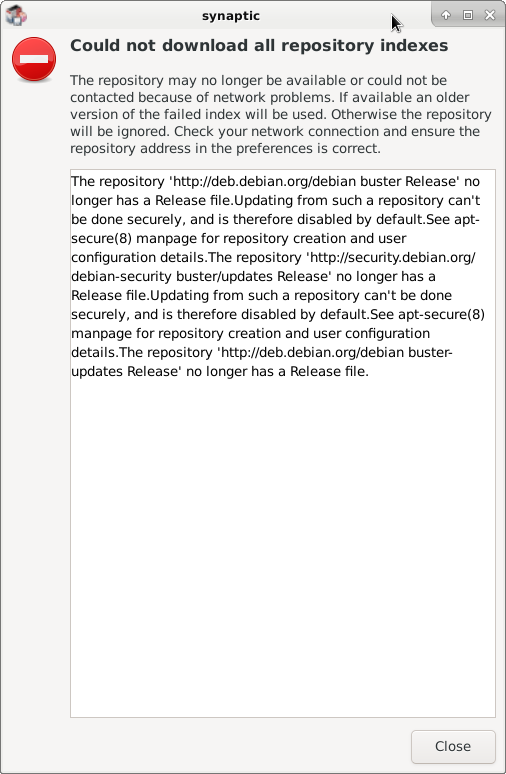
but get errors
...
I attached the full error log.
Does this mean Buster can no longer be updated?
Cheers,
Mark
Since Buster is still okay per the updating instructions, I thought Id try an update.
I added the repository.
but get errors
...
I attached the full error log.
Does this mean Buster can no longer be updated?
Cheers,
Mark
- rhscdn
- rhscdn
22 Mar 2026 18:57
Replied by rhscdn on topic Manual tool change + tool lengh touch off
Manual tool change + tool lengh touch off
Category: Advanced Configuration
Bumping an old thread. Does anyone know if the
g37 & g37.x macros from Pathpilot
can be used in LinuxCNC and if the code is available?
For those with large, conventional autochangers and fixed tool holders running production parts, I can see how this workflow seems forgien. However,for everyone using a manual change spindle and adjustable tool holders/collets, probing a tool length setter after each M6 is common. It is quicker than running a single toolpath per job and reduces the risk of collision due to operator error, i.e forgetting to manually update your WCS Z zero for each tool.
For those with large, conventional autochangers and fixed tool holders running production parts, I can see how this workflow seems forgien. However,for everyone using a manual change spindle and adjustable tool holders/collets, probing a tool length setter after each M6 is common. It is quicker than running a single toolpath per job and reduces the risk of collision due to operator error, i.e forgetting to manually update your WCS Z zero for each tool.
- rhscdn
- rhscdn
22 Mar 2026 18:30 - 22 Mar 2026 18:37
Replied by rhscdn on topic Tool Manager
Tool Manager
Category: Advanced Configuration
The UI looks fine and exporting tool wear/runtime data in a .csv file is operationally quite useful in a production shop. However, what is the use case for adding tool geometry and cutting data in LinuxCNC? I can see it being useful if the intention is to go deep into adding conversational CAM features, but that's it. With the latter, you'd also want to consider attaching a dxf for each cutter profile.
Honestly, synchronizing tooling parameters (what you might call metadata?) between different CAM software is a huge pain. Handling multiple machines, materials, cutter geometries is actually a deep rabbit hole. In practice, feeds and speeds are job-specific. For the controller, I populate the tool number, tool diameter, tool length, and description. That's it. I address everything else in CAM or directly or when writing the g-code.
With regards to tool databases and github.com/loobric/smooth-core. Neither Fusion (zipped json files) nor Vectric (now an sqlite3 file) define their tool database specification so they are always subject to change. According to their software license, they are proprietary. I've written python scripts for managing my library of tools within both but they do break with updates. I'd love to see this improve with a common specification/format being adopted, but I don't see the business case for any CAM software company. Ultimately, why make it easier for users to switch CAM software?
Honestly, synchronizing tooling parameters (what you might call metadata?) between different CAM software is a huge pain. Handling multiple machines, materials, cutter geometries is actually a deep rabbit hole. In practice, feeds and speeds are job-specific. For the controller, I populate the tool number, tool diameter, tool length, and description. That's it. I address everything else in CAM or directly or when writing the g-code.
With regards to tool databases and github.com/loobric/smooth-core. Neither Fusion (zipped json files) nor Vectric (now an sqlite3 file) define their tool database specification so they are always subject to change. According to their software license, they are proprietary. I've written python scripts for managing my library of tools within both but they do break with updates. I'd love to see this improve with a common specification/format being adopted, but I don't see the business case for any CAM software company. Ultimately, why make it easier for users to switch CAM software?
Time to create page: 2.229 seconds