Search Results (Searched for: )
- Sternfox
- Sternfox
04 Mar 2025 16:42 - 04 Mar 2025 16:48
Replied by Sternfox on topic Spindle orientation
Spindle orientation
Category: Advanced Configuration
- 109jb
- 109jb
04 Mar 2025 16:32
Lathe spindle index only? was created by 109jb
Lathe spindle index only?
Category: Basic Configuration
- andypugh

04 Mar 2025 16:23
Replied by andypugh on topic Calling pockets with carousel
Calling pockets with carousel
Category: Basic Configuration
- andypugh
04 Mar 2025 16:18
Replied by andypugh on topic How to access rt pins in user space
How to access rt pins in user space
Category: General LinuxCNC Questions
- Wischi
- Wischi
04 Mar 2025 16:18
Replied by Wischi on topic Question: Gmoccapy 3.4.2 and touchscreen
Question: Gmoccapy 3.4.2 and touchscreen
Category: Gmoccapy
- andypugh
04 Mar 2025 16:13
Replied by andypugh on topic Spindle orientation
Spindle orientation
Category: Advanced Configuration
- andypugh
04 Mar 2025 16:11
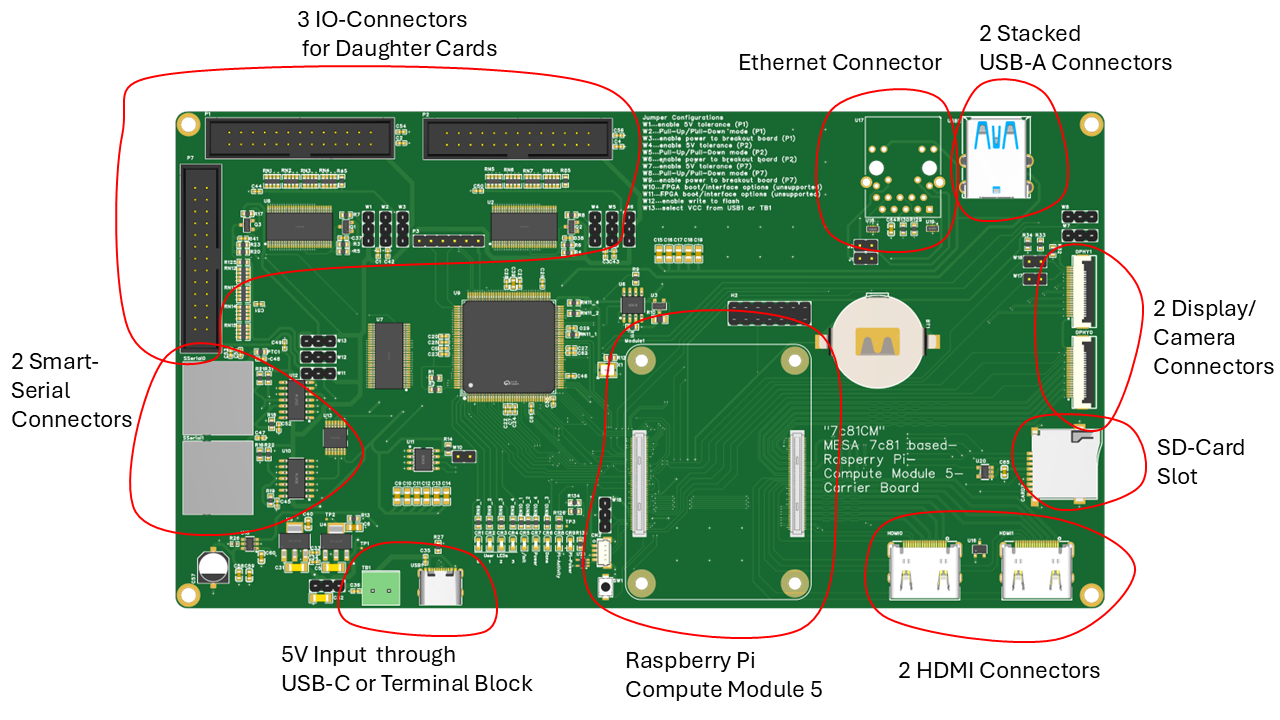
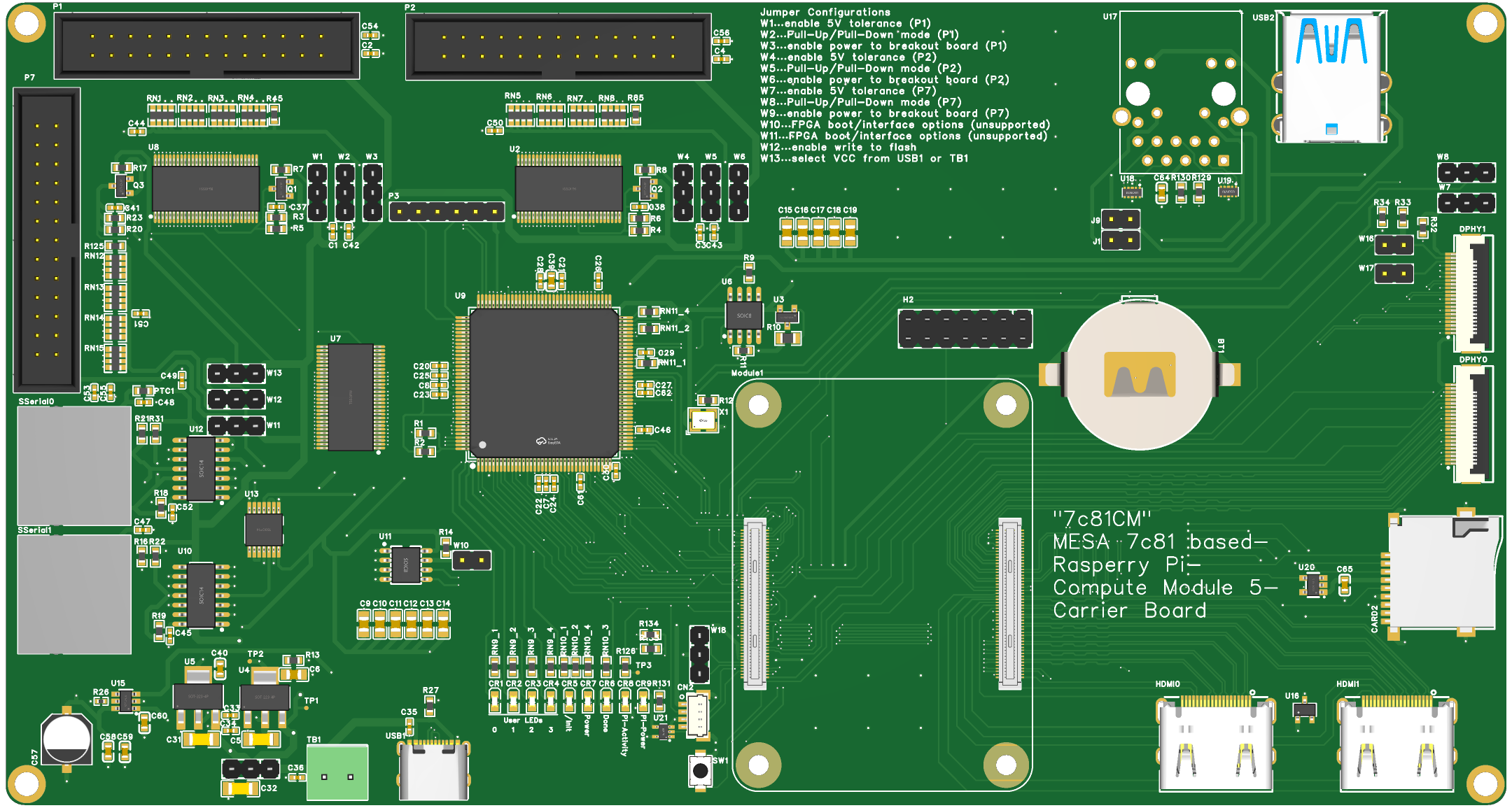
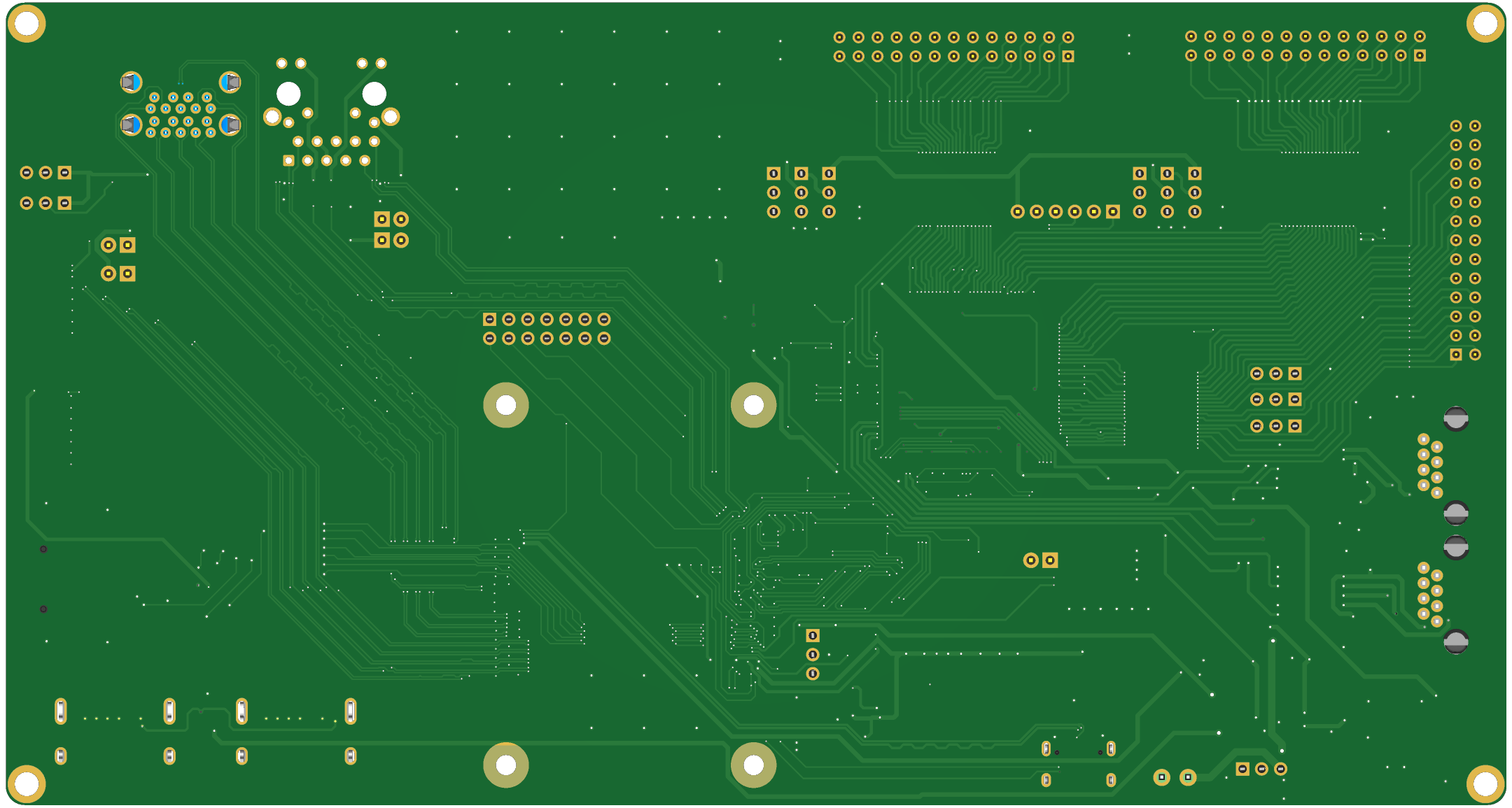
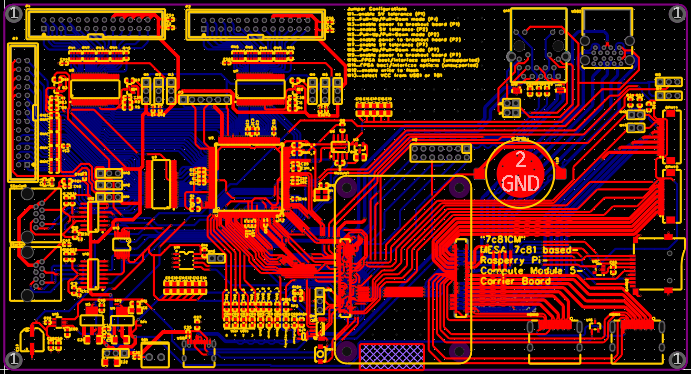
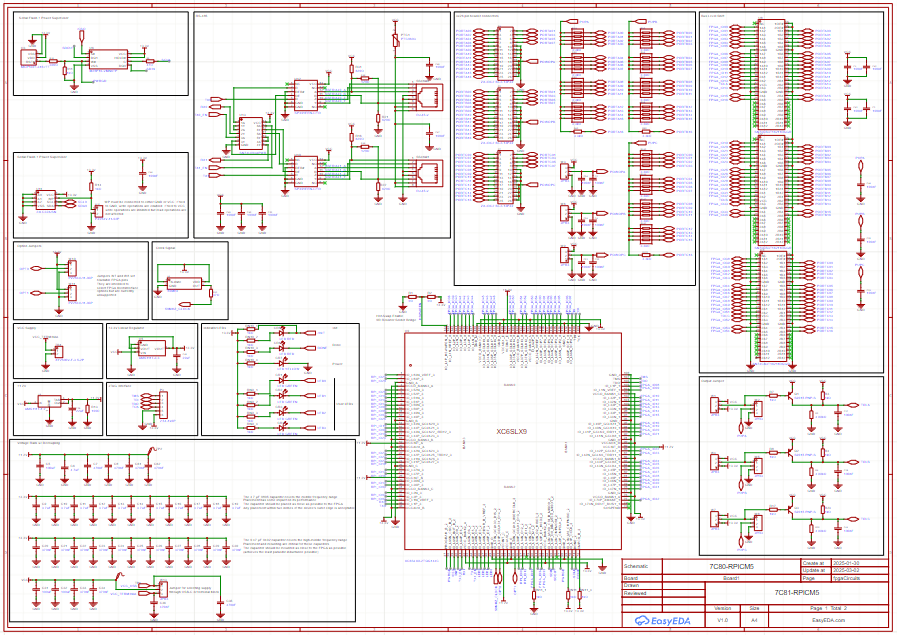
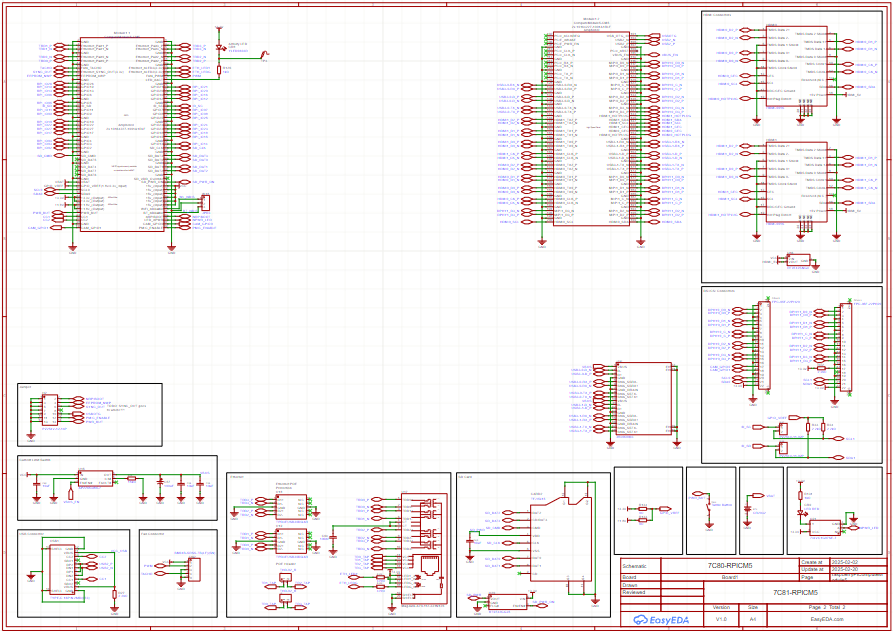
Replied by andypugh on topic Custom "MESA 7c81 Clone" PCB featuring a Raspberry Pi Compute Module 5
Custom "MESA 7c81 Clone" PCB featuring a Raspberry Pi Compute Module 5
Category: Driver Boards
- andypugh
04 Mar 2025 16:07
Replied by andypugh on topic Path to source code LCNC
Path to source code LCNC
Category: General LinuxCNC Questions
- Niklas
- Niklas
04 Mar 2025 16:03
- andypugh
04 Mar 2025 16:02
Replied by andypugh on topic CamBam 3D profile 2-way passes?
CamBam 3D profile 2-way passes?
Category: Post Processors
- andypugh
04 Mar 2025 16:01
Replied by andypugh on topic Fix for "Go Home" button qtdragon_hd (make it go to the Z value you need)
Fix for "Go Home" button qtdragon_hd (make it go to the Z value you need)
Category: Qtvcp
- andypugh
04 Mar 2025 15:55
Replied by andypugh on topic TAMAGAWA encoders model TS5661N132
TAMAGAWA encoders model TS5661N132
Category: General LinuxCNC Questions
- hans48
- hans48
04 Mar 2025 15:36
- COFHAL
- COFHAL
04 Mar 2025 15:34
TAMAGAWA encoders model TS5661N132 was created by COFHAL
TAMAGAWA encoders model TS5661N132
Category: General LinuxCNC Questions
- hakinen2255
- hakinen2255
04 Mar 2025 14:45
Replied by hakinen2255 on topic How to open QT ui file in LinuxCNC
How to open QT ui file in LinuxCNC
Category: Qtvcp
Time to create page: 0.418 seconds