Search Results (Searched for: )
- Aciera

14 Aug 2024 11:27 - 14 Aug 2024 12:17
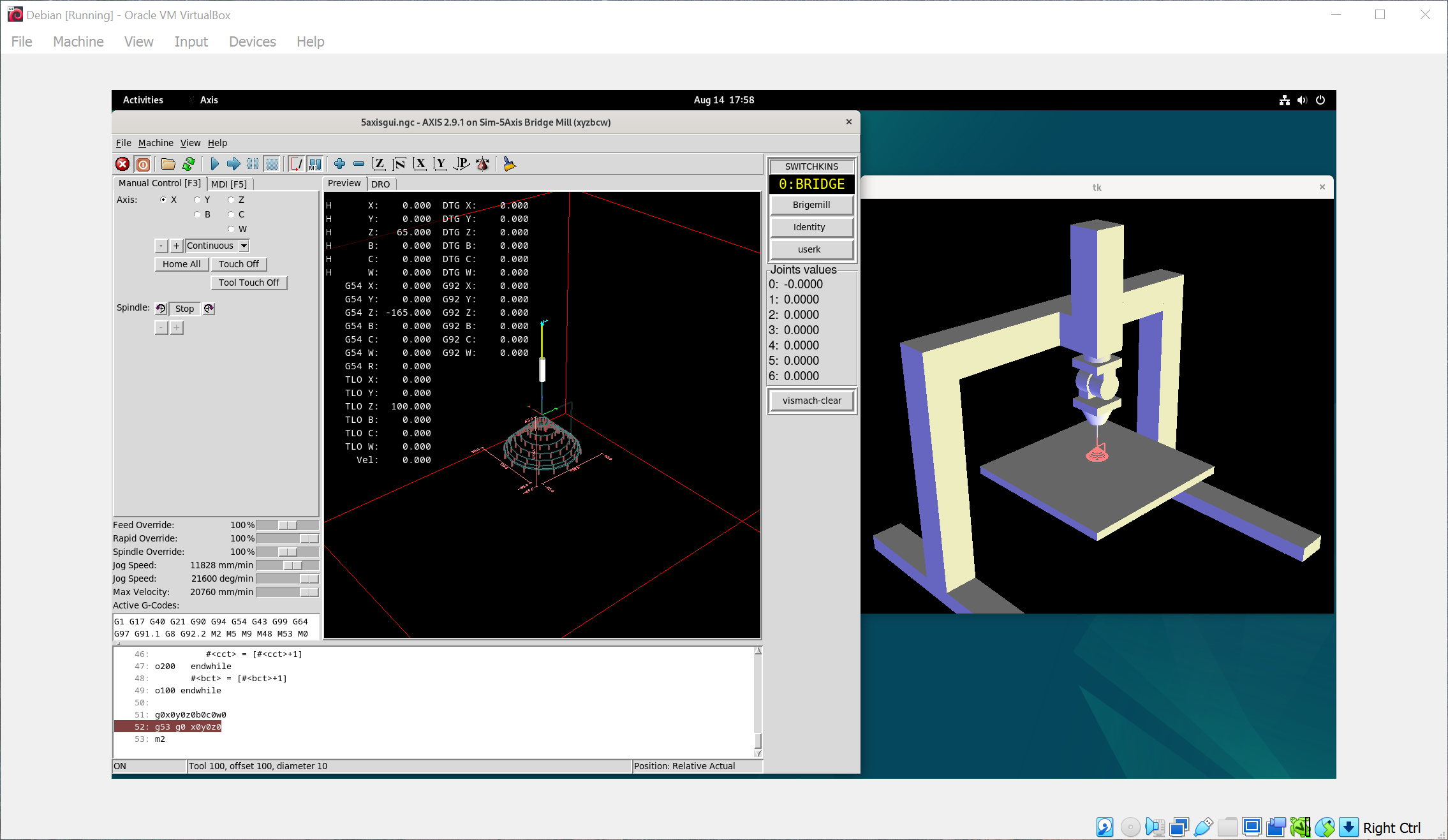
Replied by Aciera on topic How to add user kinematics for 5 axis bridge mill?
How to add user kinematics for 5 axis bridge mill?
Category: General LinuxCNC Questions
- winyk
- winyk
14 Aug 2024 11:01
How to add user kinematics for 5 axis bridge mill? was created by winyk
How to add user kinematics for 5 axis bridge mill?
Category: General LinuxCNC Questions
- nmsk

14 Aug 2024 10:06 - 15 Aug 2024 11:24
Can't set it to OP when configPdos is true was created by nmsk
Can't set it to OP when configPdos is true
Category: EtherCAT
- winyk
- winyk
14 Aug 2024 10:03
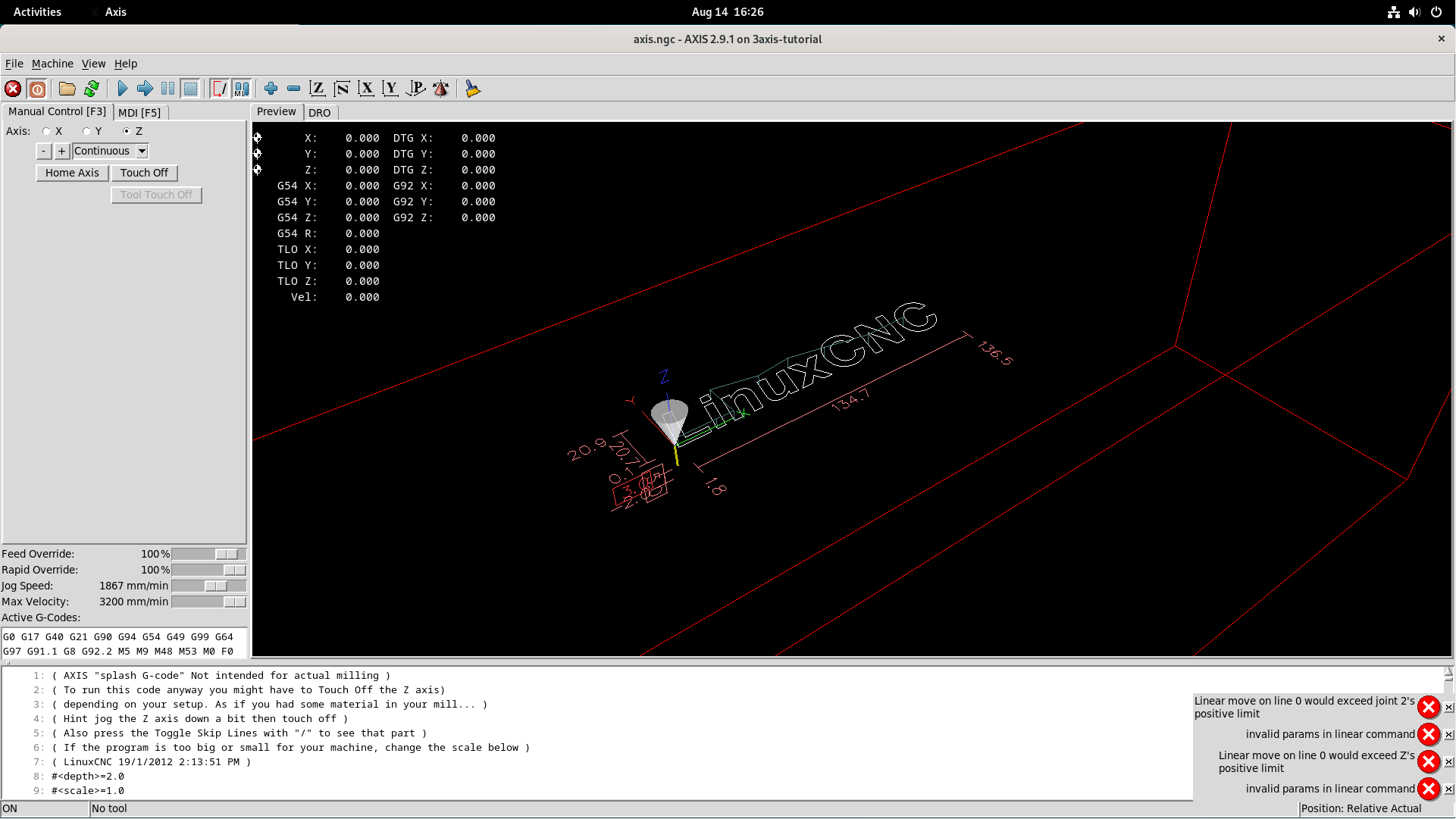
Replied by winyk on topic How can I modify trivkins.c? (and also other kinematics files)
How can I modify trivkins.c? (and also other kinematics files)
Category: General LinuxCNC Questions
- anfänger

14 Aug 2024 08:33
Replied by anfänger on topic Py3 - Probe Basic Config Conversion Doc Lcnc 2.9+
Py3 - Probe Basic Config Conversion Doc Lcnc 2.9+
Category: QtPyVCP
- Limo
- Limo
14 Aug 2024 08:32
- arijitdutta
- arijitdutta
14 Aug 2024 05:44 - 14 Aug 2024 05:45
Replied by arijitdutta on topic PnCConf USB Jogging Problem
PnCConf USB Jogging Problem
Category: PnCConf Wizard
- Mecanix
- Mecanix
14 Aug 2024 05:29
Replied by Mecanix on topic Data transfer LinuxCNC to / from custom board - Solved
Data transfer LinuxCNC to / from custom board - Solved
Category: Advanced Configuration
- Cant do this anymore bye all

14 Aug 2024 04:54
Replied by Cant do this anymore bye all on topic Data transfer LinuxCNC to / from custom board - Solved
Data transfer LinuxCNC to / from custom board - Solved
Category: Advanced Configuration
- Benb

14 Aug 2024 01:50
- PCW

14 Aug 2024 01:17
Replied by PCW on topic qtplasmac (Operation Error: hm2/hm2_7i76e.0:) in middle of cut
qtplasmac (Operation Error: hm2/hm2_7i76e.0:) in middle of cut
Category: Plasmac
- Mecanix
- Mecanix
14 Aug 2024 00:43
Replied by Mecanix on topic Data transfer LinuxCNC to / from custom board - Solved
Data transfer LinuxCNC to / from custom board - Solved
Category: Advanced Configuration
- tommylight

14 Aug 2024 00:41
Replied by tommylight on topic help with installation
help with installation
Category: Installing LinuxCNC
")
- Cant do this anymore bye all
14 Aug 2024 00:17
Replied by Cant do this anymore bye all on topic Data transfer LinuxCNC to / from custom board - Solved
Data transfer LinuxCNC to / from custom board - Solved
Category: Advanced Configuration
- RMJ fabrication
- RMJ fabrication
14 Aug 2024 00:16
Replied by RMJ fabrication on topic qtplasmac (Operation Error: hm2/hm2_7i76e.0:) in middle of cut
qtplasmac (Operation Error: hm2/hm2_7i76e.0:) in middle of cut
Category: Plasmac
Time to create page: 0.469 seconds