Search Results (Searched for: )
- Aciera

08 Nov 2025 11:11
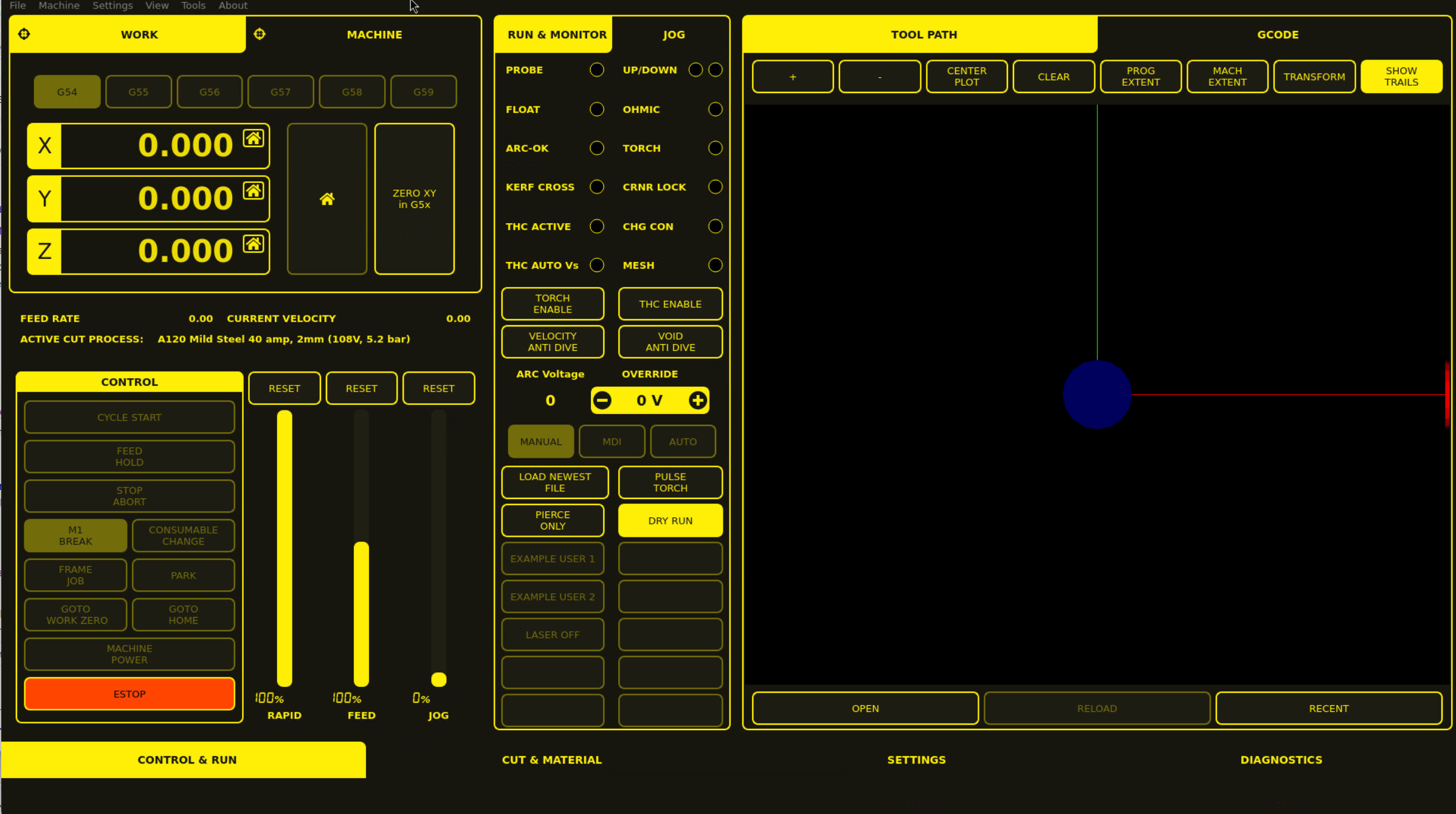
Replied by Aciera on topic MonoKrom - QtPyVCP GUI for PlasmaC and Mill
MonoKrom - QtPyVCP GUI for PlasmaC and Mill
Category: QtPyVCP
- Philip Lydin
- Philip Lydin
08 Nov 2025 10:56
Replied by Philip Lydin on topic Subroutine error
Subroutine error
Category: General LinuxCNC Questions
- djdock99
- djdock99
08 Nov 2025 10:11
- karlhe
- karlhe
08 Nov 2025 09:43
Replied by karlhe on topic booten dauert lange 1min 30 sek , alles ok
booten dauert lange 1min 30 sek , alles ok
Category: General LinuxCNC Questions
- Hakan
- Hakan
08 Nov 2025 09:18 - 08 Nov 2025 10:17
Replied by Hakan on topic MonoKrom - QtPyVCP GUI for PlasmaC and Mill
MonoKrom - QtPyVCP GUI for PlasmaC and Mill
Category: QtPyVCP
- Sandro
- Sandro
08 Nov 2025 07:59
Replied by Sandro on topic MonoKrom - QtPyVCP GUI for PlasmaC and Mill
MonoKrom - QtPyVCP GUI for PlasmaC and Mill
Category: QtPyVCP
- rodw

08 Nov 2025 06:36
Replied by rodw on topic USB activity causes network error
USB activity causes network error
Category: Plasmac
- rodw
08 Nov 2025 06:17
Replied by rodw on topic Help with Wireless Handwheel XHC-WHB04B-6 (wrong Product ID)
Help with Wireless Handwheel XHC-WHB04B-6 (wrong Product ID)
Category: General LinuxCNC Questions
")
- hanz24
- hanz24
08 Nov 2025 06:09
- rodw
08 Nov 2025 06:07
Replied by rodw on topic MonoKrom - QtPyVCP GUI for PlasmaC and Mill
MonoKrom - QtPyVCP GUI for PlasmaC and Mill
Category: QtPyVCP
- rodw
08 Nov 2025 06:02
Replied by rodw on topic New and Working RTAI debs for 2.9
New and Working RTAI debs for 2.9
Category: Installing LinuxCNC
- frayja2002
- frayja2002
08 Nov 2025 02:51
USB pendant stops working after using macros was created by frayja2002
USB pendant stops working after using macros
Category: Qtvcp
- tommylight

08 Nov 2025 02:39
Replied by tommylight on topic Dual X Axis Control
Dual X Axis Control
Category: General LinuxCNC Questions
- COFHAL
- COFHAL
08 Nov 2025 01:46
- tommylight
08 Nov 2025 00:44
Replied by tommylight on topic Can I use these little 3d printer drivers with 7i96?
Can I use these little 3d printer drivers with 7i96?
Category: Driver Boards
Time to create page: 0.431 seconds