Another plasma component...
- thefabricator03
-

- Visitor
-

With the scribe, Your update has gotten everything working. kinda..
When I run the sheetcam job file you sent me, If I do not run the M3 $1 S1 before starting the program the torch will try to cut out the air scribe part. Then when I do run the command it will try to scribe the first P and the next letter it goes back to using the torch.
Is that because as the scribe retracts it is turning the change spindle code off? Maybe we need to link the arm scribe function to something else rather that the spindle off and on command. Just a thought, I am still very inexperienced with G-code.
Please Log in or Create an account to join the conversation.
- phillc54
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

- Posts: 5711
- Thank you received: 2100
Could you post your INI file, your machine HAL file and your connections HAL file.
It may be worthwhile you doing what I suggest to @MakingStuff here .
Please Log in or Create an account to join the conversation.
- thefabricator03
-
- Visitor
-
I have attached the requested file to his post.
Please Log in or Create an account to join the conversation.
- thefabricator03
-
- Visitor
-
You need to break a few eggs to make a omelette,
You should of seen my list of fuck ups when I first built my machine!
Please Log in or Create an account to join the conversation.
- phillc54
-
Topic Author
- Offline
- Platinum Member
-
- Posts: 5711
- Thank you received: 2100
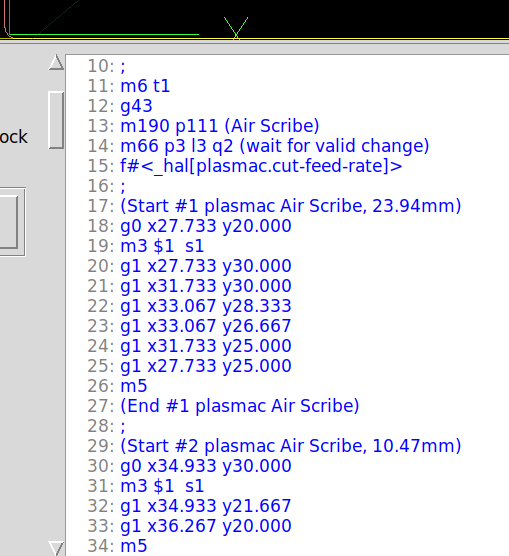
Is that plasmac.ngc with the four holes and the word PlasmaC?With the scribe, Your update has gotten everything working. kinda..
When I run the sheetcam job file you sent me, If I do not run the M3 $1 S1 before starting the program the torch will try to cut out the air scribe part. Then when I do run the command it will try to scribe the first P and the next letter it goes back to using the torch.
I am at a loss, I just did a clone and rip build, ran Configurator and loaded plasmac.ngc and it worked as it should.
There should be no need to do M3 $1 S1 before a program is run, that should be taken care of by the program.
The only thing I can see I need to do is stop an M3 S1 turning on the air scribe as well as starting a cut but that is a separate issue
Can you confirm that the GCode in the window after loading the program is the same as pic I have posted here.
Attachments:
Please Log in or Create an account to join the conversation.
- thefabricator03
-
- Visitor
-
Ive attached the NGC file to this post.
Please Log in or Create an account to join the conversation.
- thefabricator03
-
- Visitor
-
Please Log in or Create an account to join the conversation.
- phillc54
-
Topic Author
- Offline
- Platinum Member
-
- Posts: 5711
- Thank you received: 2100
Also I see that you still have the Manual tool change component loading, that is a consequence of my errors in the Configurator.
Try this HAL file as well.
Please Log in or Create an account to join the conversation.
- thefabricator03
-
- Visitor
-
How can I set up that I want the scribe to come down then start the scriber then move after the scribe has started.
I want to have the scribe activated for a certain number of seconds before motion.
Please Log in or Create an account to join the conversation.
- phillc54
-
Topic Author
- Offline
- Platinum Member
-
- Posts: 5711
- Thank you received: 2100
- scribe arm output activates
- adjustable delay
- scribe start output activates
- adjustable delay
- motion begins
Please Log in or Create an account to join the conversation.