Feature Request
- phillc54
-

- Offline
- Platinum Member
-

- Posts: 5711
- Thank you received: 2100
The issues I did find were due to cut recovery errors caused by me and some mm/dinosaur confusion. I have done nothing with the mesh branch but it shouldn't be affected by these. errors.Did you find anything profound? Any area of the aforementioned issues I should focus my efforts around?
Also, are the errors cut-recovery related? Or would they have affected the main branch and the mesh branch as well?
Edit: having said that I still don't think it is complete as I got sidetracked a bit today and just pushed what I had before I quit for dinner to give you some thing to test.
Please Log in or Create an account to join the conversation.
- snowgoer540
-
 Topic Author
Topic Author
- Offline
- Moderator
-

- Posts: 2552
- Thank you received: 883
Edit: having said that I still don't think it is complete as I got sidetracked a bit today and just pushed what I had before I quit for dinner to give you some thing to test.
Good to know, I will be a bit more cautious in my testing with that in mind. Not that I shouldn't always be cautious, but, knowing it's not complete puts it at the fore front. Thanks, as usual, for the effort!
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-
- Posts: 21651
- Thank you received: 7396
LOL, nice one !.........and some mm/dinosaur confusion.
")
Please Log in or Create an account to join the conversation.
- snowgoer540
-
Topic Author
- Offline
- Moderator
-
- Posts: 2552
- Thank you received: 883
1. Change consumables doesnt work during the first rapid. Resuming (by pressing unpause) does work during the first rapid.
2. Pausing during the first G3 line (G3 line highlighted, not sure if that is the current line or next line to be honest), cant change consumables. Cant resume cut (pressing unpause does nothing). Cut Recovery button is greyed out. I attached a screen shot of the state if it helps you:
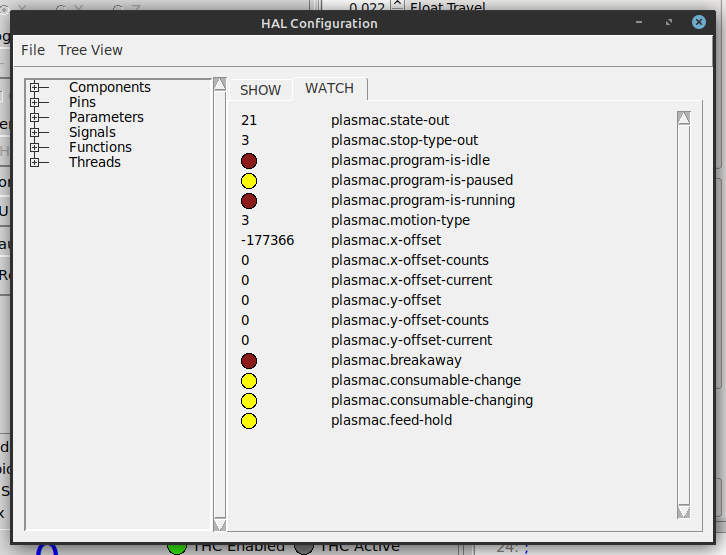
2(continued). Consumable Change pin stays lit after stopping the program.
3. It actually doesnt matter when I pause, it wont change consumables, and wont resume cutting, and Cut-recovery stays grey.
May be worth noting that even with the x-offset not being 0 after stopping the program, it didnt crash into anything.
Let me know if you need anything else, the day is getting away from me, I have a few things to finish before the lady returns from work.
Attachments:
Please Log in or Create an account to join the conversation.
- phillc54
-
- Offline
- Platinum Member
-
- Posts: 5711
- Thank you received: 2100
Please Log in or Create an account to join the conversation.
- snowgoer540
-
Topic Author
- Offline
- Moderator
-
- Posts: 2552
- Thank you received: 883
Can you zip your config directory and I'll run that here instead of my standard sim.
Of course, see attached. I also added the ohmic comp im using for convenience.
Edit: let me know if I missed anything.
Please Log in or Create an account to join the conversation.
- phillc54
-
- Offline
- Platinum Member
-
- Posts: 5711
- Thank you received: 2100
Please Log in or Create an account to join the conversation.
- snowgoer540
-
Topic Author
- Offline
- Moderator
-
- Posts: 2552
- Thank you received: 883
Thanks, I haven't checked through the code yet but could you try changing your ini file BUTTON_3_CODE to X0 Y0 F160 I am not sure if it requires both axes.
Well, that seems to work much better! In the short time I've been testing, I can't get it to do any of the stuff I have been complaining about for the past 3 nights. So I guess I have two questions then:
1. Is that how we want it to work? I could see how just moving to the left side of the table is enough. The torch doesn't necessarily have to go to the X0 Y0 position. Further, are these in machine coordinates, or job coordinates? Should probably be machine coordinates.
2. Why was my ini missing the Y0? I am pretty relatively sure I never changed that. In fact I double checked Cody's ini file, and it is the same way (that's from a new config).
Looks like you disabled consumable change and cut-recovery if paused during the first rapid.
Looks like you disabled cut-recovery during any rapid.
Only potential issue I see, is the torch doesnt go to the top of Z travel before going to change consumables. Probably hard for me to make a case for this if you are changing consumables, but there could be a scenario where there's a tip up, or you're cutting in box tube, or something where you'd want to retract Z before moving to change the consumables. Thoughts?
Refresh my memory, did we change it so you could go forward and backward through the entire cut file, or does it still stop at the M3 commands going backward? I thought I remembered we changed that but maybe I'm making it up.
Please Log in or Create an account to join the conversation.
- snowgoer540
-
Topic Author
- Offline
- Moderator
-
- Posts: 2552
- Thank you received: 883
One issue I missed:
It's doing the thing again where it shutters really bad when coming up against the home soft limit for Y. Seems to only affect the Y axis, and this seems to happen after I bump the torch around with the cut recovery window.
Please Log in or Create an account to join the conversation.
- phillc54
-
- Offline
- Platinum Member
-
- Posts: 5711
- Thank you received: 2100
No, that is an error, I think it should substitute zero for a missing axis or at least show an error popup.So I guess I have two questions then:
Is that how we want it to work? I could see how just moving to the left side of the table is enough. The torch doesn't necessarily have to go to the X0 Y0 position. Further, are these in machine coordinates, or job coordinates?
They are machine coordinates.
Only you can answer that.2. Why was my ini missing the Y0? I am pretty relatively sure I never changed that. In fact I double checked Cody's ini file, and it is the same way (that's from a new config).
Yes and YesLooks like you disabled consumable change and cut-recovery if paused during the first rapid.
Looks like you disabled cut-recovery during any rapid.
EDIT: but I see not quite correctly...
I thought that a pause caused it to go to the starting height.Only potential issue I see, is the torch doesnt go to the top of Z travel before going to change consumables. Probably hard for me to make a case for this if you are changing consumables, but there could be a scenario where there's a tip up, or you're cutting in box tube, or something where you'd want to retract Z before moving to change the consumables. Thoughts?
You can go forward the entire file and reverse as far as the previous M3. This is part of the "reverse-run'" feature and is not part of Plasmac.Refresh my memory, did we change it so you could go forward and backward through the entire cut file, or does it still stop at the M3 commands going backward? I thought I remembered we changed that but maybe I'm making it up.
Can you describe the exact sequence of events to show this issue.It's doing the thing again where it shutters really bad when coming up against the home soft limit for Y. Seems to only affect the Y axis, and this seems to happen after I bump the torch around with the cut recovery window.
Are the offsets at zero?
Please Log in or Create an account to join the conversation.