"Origami" CNC Plasma Build - folding 1200 x 600mm cut area
- Joco
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

Less
More
- Posts: 532
- Thank you received: 327
09 Nov 2023 23:07 - 09 Nov 2023 23:18 #284989
by Joco
Replied by Joco on topic "Origami" CNC Plasma Build - folding 1200 x 600mm cut area
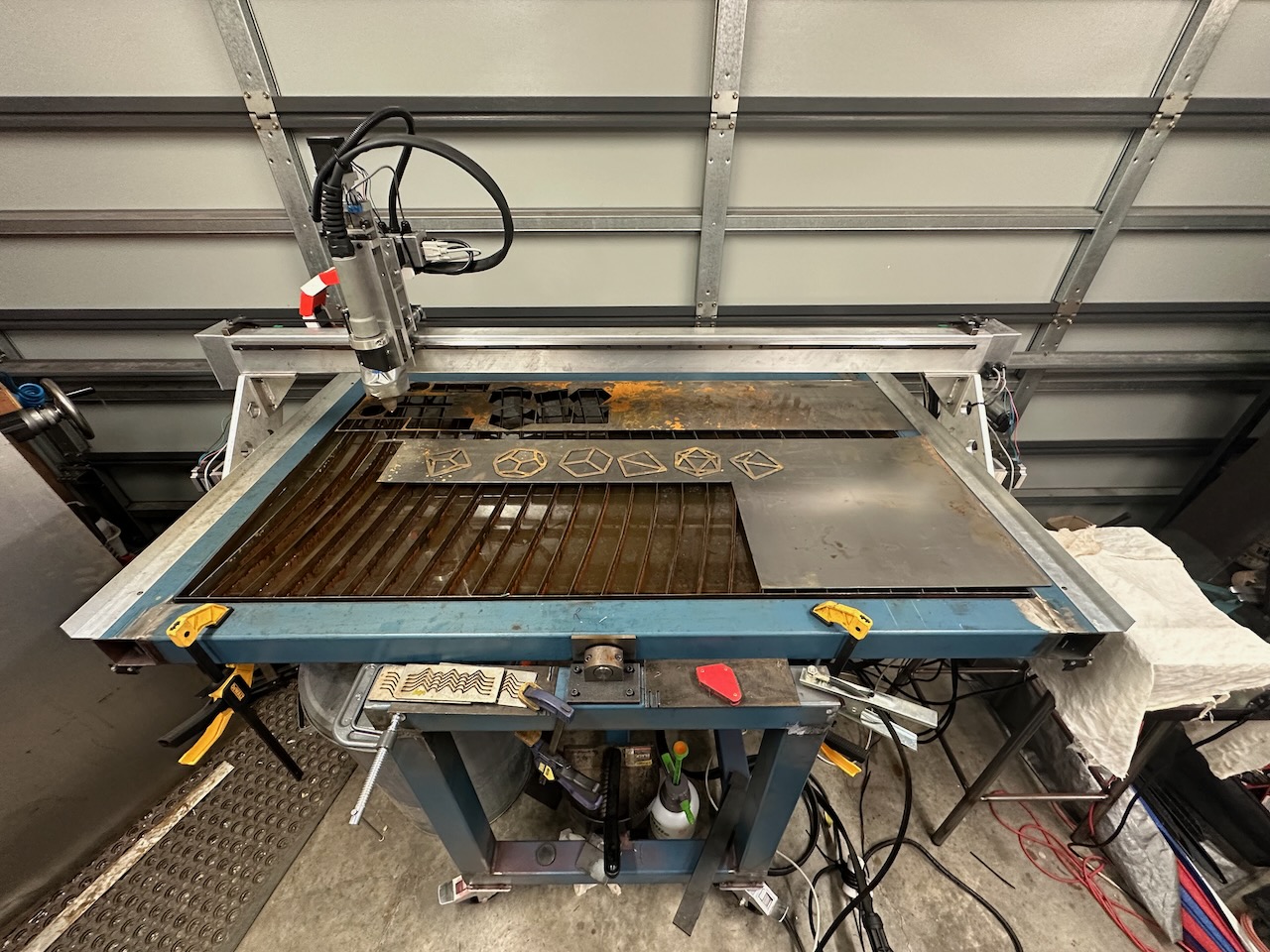
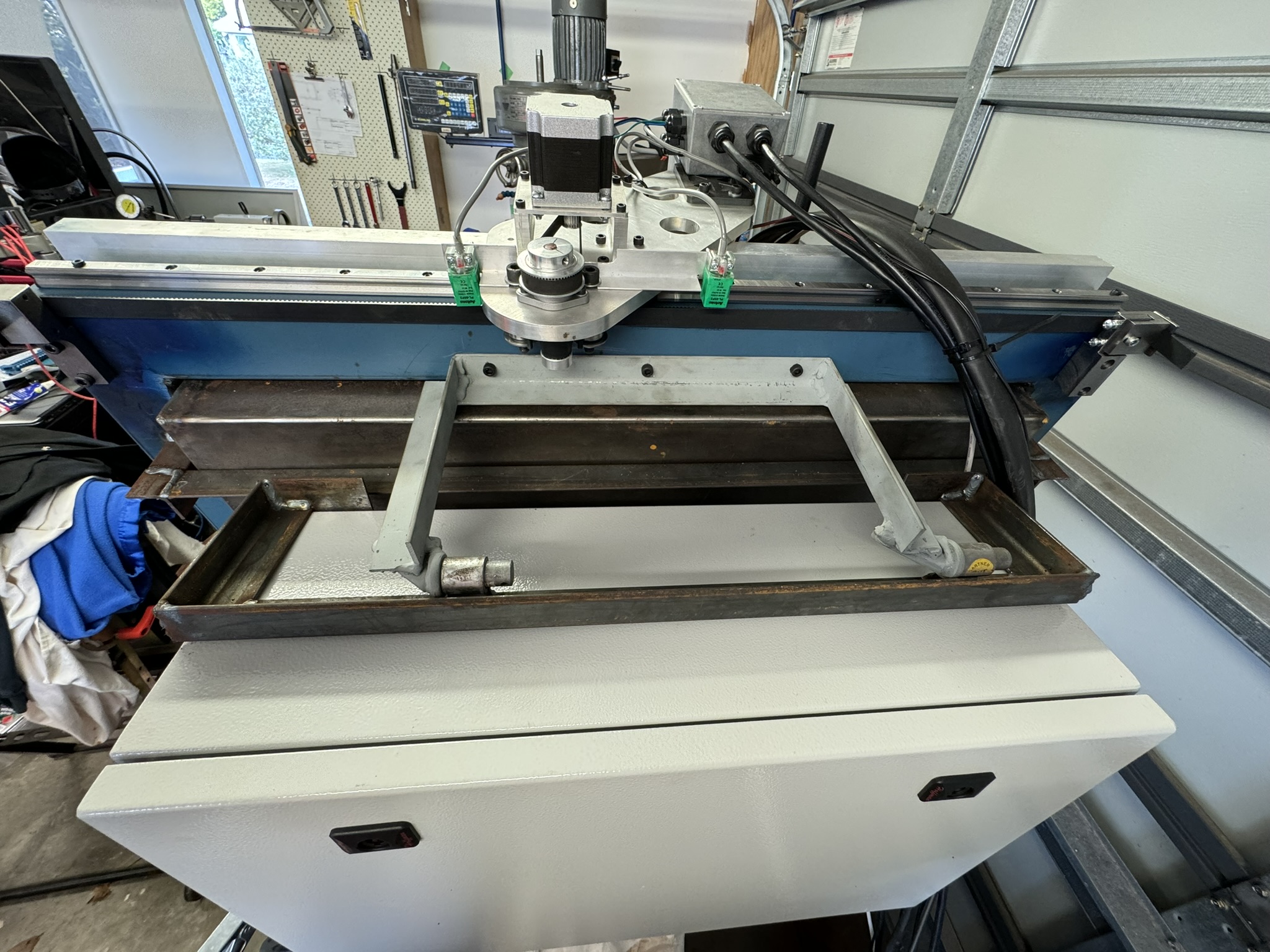
A liitle update. We have a water table with slats!
Also recently being doing some testing of piercing steel that is thick (for my plama). I have a Cutskill 60 by Cigweld (sub brand of ESAB) and while it claims to be able to clean cut up to 20mm the ability to pierce is a very different kettle of fish. Max pierce of 15mm at 60Amps is the limit I am looking to break. Versus having to do edge starts. Breaking that limit without stuffing the consumables on each pierce. To that end this testing in 16mm steel at 60Amps.
Top of pierce and cut

Bottom of pierce. Left side is previous test and has been cleaned. The right side is not cleaned.

Consumables post two pierces. These were not new before that having done a number of cuts.

Also recently being doing some testing of piercing steel that is thick (for my plama). I have a Cutskill 60 by Cigweld (sub brand of ESAB) and while it claims to be able to clean cut up to 20mm the ability to pierce is a very different kettle of fish. Max pierce of 15mm at 60Amps is the limit I am looking to break. Versus having to do edge starts. Breaking that limit without stuffing the consumables on each pierce. To that end this testing in 16mm steel at 60Amps.
Top of pierce and cut
Bottom of pierce. Left side is previous test and has been cleaned. The right side is not cleaned.
Consumables post two pierces. These were not new before that having done a number of cuts.
Attachments:
Last edit: 09 Nov 2023 23:18 by Joco.
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-

Less
More
- Posts: 21640
- Thank you received: 7394
09 Nov 2023 23:09 #284990
by tommylight
Replied by tommylight on topic "Origami" CNC Plasma Build - folding 1200 x 600mm cut area
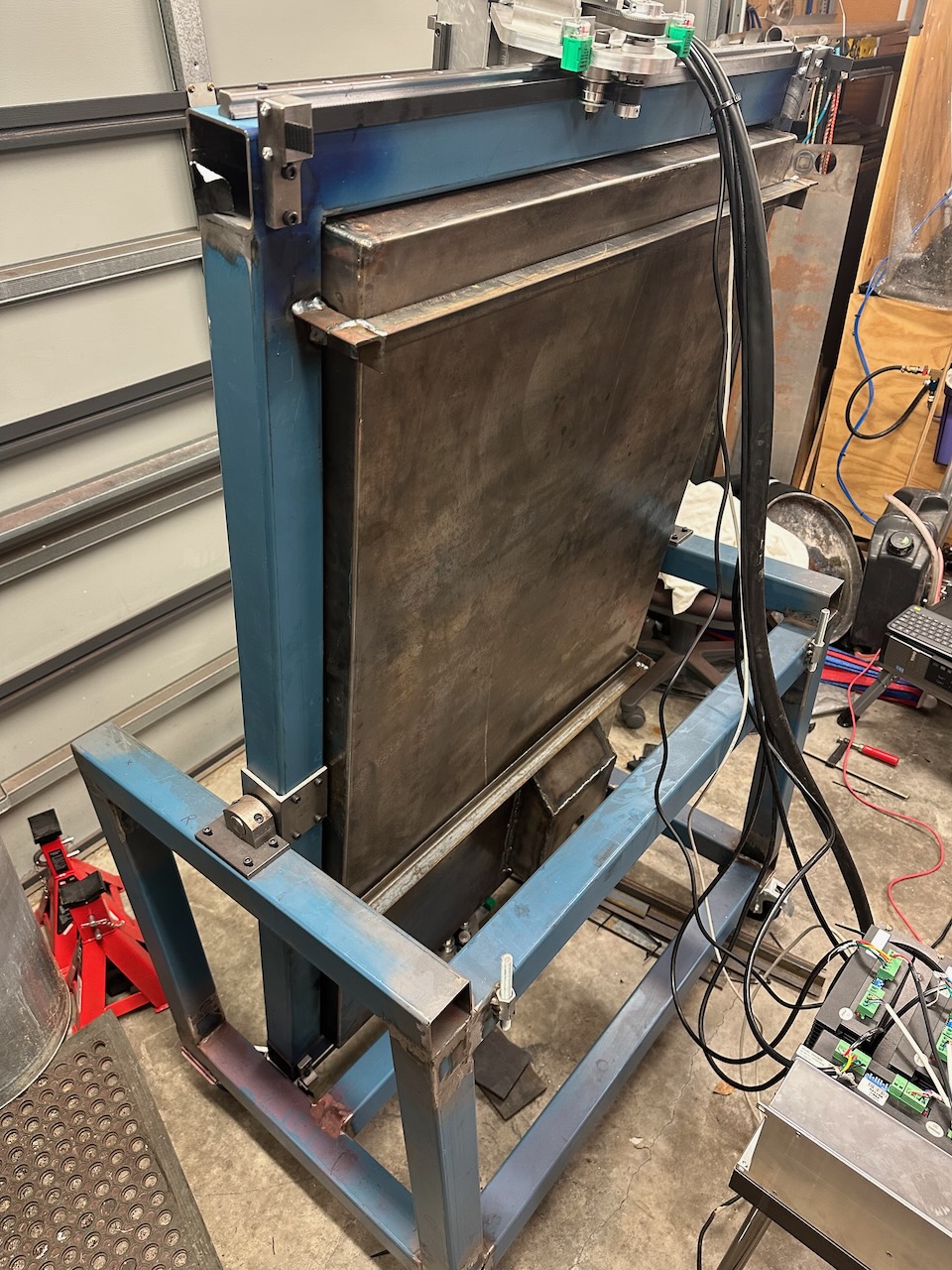
No picture of it folded? 
Please Log in or Create an account to join the conversation.
- Joco
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 532
- Thank you received: 327
09 Nov 2023 23:21 #284991
by Joco
Replied by Joco on topic "Origami" CNC Plasma Build - folding 1200 x 600mm cut area
Hmmm ,,, pretty sure I have some before putting all the slats in.

Attachments:
The following user(s) said Thank You: tommylight, rodw
Please Log in or Create an account to join the conversation.
- Joco
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 532
- Thank you received: 327
25 Nov 2023 20:18 - 25 Nov 2023 23:08 #286495
by Joco
Replied by Joco on topic "Origami" CNC Plasma Build - folding 1200 x 600mm cut area
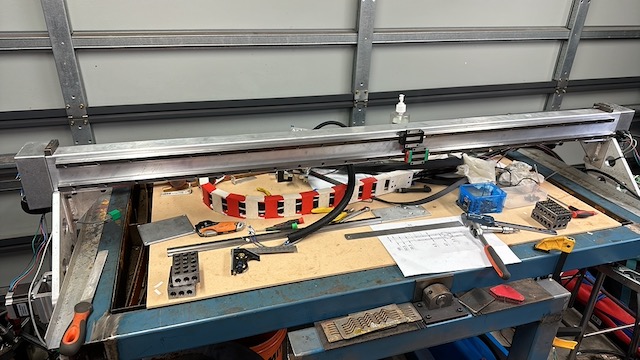
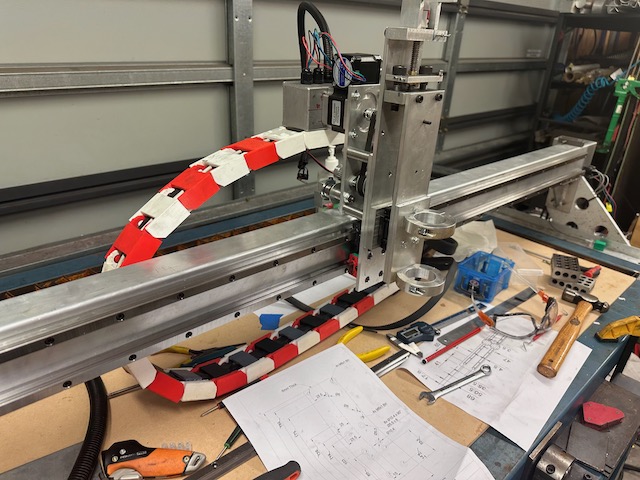
After some initial cutting and some stress testing I conluded that the gantry needed dual linear rails. On HGR15 rail the bearings are pretty good but they are weakest on twist around the length of the rail. i.e. if you look down the length of the rail and twist the bearing left or tight on the axis the is way way way more movement then when you are looking at the rail face on (such that the moiunting holes are all facing you) and you then try and twist the bearing block left/right (good luck moving it).
This meant that when doing "high" accelerations and movement speeds it was easy to create wobble in the torch. SO two rails will lock that right down. And it does. So design advice to anyone else doing this, either consider 25mm rail (it's propbably going to better in that direction) or dual 15mms.
A few pics attached. Once things are all back together I will retest and post results.
Cheers - J.
This meant that when doing "high" accelerations and movement speeds it was easy to create wobble in the torch. SO two rails will lock that right down. And it does. So design advice to anyone else doing this, either consider 25mm rail (it's propbably going to better in that direction) or dual 15mms.
A few pics attached. Once things are all back together I will retest and post results.
Cheers - J.
Attachments:
Last edit: 25 Nov 2023 23:08 by Joco.
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- Joco
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 532
- Thank you received: 327
26 Nov 2023 08:00 #286532
by Joco
Replied by Joco on topic "Origami" CNC Plasma Build - folding 1200 x 600mm cut area
This is a short video I did checking the performance of the new dual linear rails on the gantry. This is a pure motion check no cutting involved.
Acceleration is 2500mm/s^2 and feed speeds are 7000mm/min. So its pretty quick. Rapids are at 240000mm/min.
Overall observations is it is significantly more ridgid than before. I was constrained to accelerations of 1000mm/s^2 as anything over that you could really see the torch wobbling and vibrating on the sudden direction changes. If I push to 3000mm/s^2 then the inertia in the stepper motors on the x-carriage start to cause twist in the gantry beam and so some vibration begins.
Cheers - J.
Acceleration is 2500mm/s^2 and feed speeds are 7000mm/min. So its pretty quick. Rapids are at 240000mm/min.
Overall observations is it is significantly more ridgid than before. I was constrained to accelerations of 1000mm/s^2 as anything over that you could really see the torch wobbling and vibrating on the sudden direction changes. If I push to 3000mm/s^2 then the inertia in the stepper motors on the x-carriage start to cause twist in the gantry beam and so some vibration begins.
Cheers - J.
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- Joco
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 532
- Thank you received: 327
30 Nov 2023 06:39 #286847
by Joco
Replied by Joco on topic "Origami" CNC Plasma Build - folding 1200 x 600mm cut area
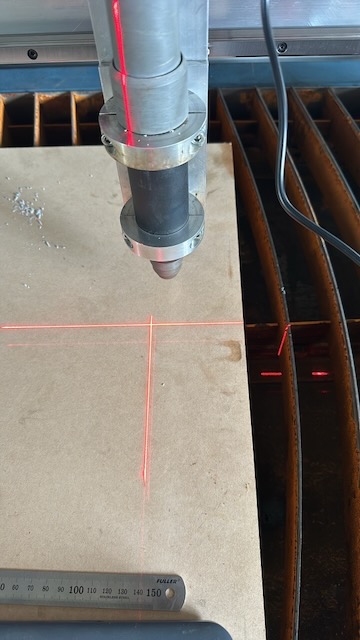
Got laser cross installed on a 3d printed bracket and hooked up to the UI.
Attachments:
The following user(s) said Thank You: tommylight, rodw
Please Log in or Create an account to join the conversation.
- Joco
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 532
- Thank you received: 327
03 Dec 2023 18:57 - 05 Dec 2023 20:14 #287122
by Joco
Replied by Joco on topic "Origami" CNC Plasma Build - folding 1200 x 600mm cut area
SOLVED - VPN to the rescue. While my fixed IP is still blocked (pushing 4 days now) I can use a VPN (lucky I have a subscription) to get in. And since that is a floating IP I can just shift servers if there are anymore silly blocking issues.
Team - my IP address has been blocked by the forum for several days. The only way I can access things is via my mobile phone which is very awkward and annoying.
While I will periodically check access, I am sad to say that until the situation resolves I will be, for all intents and purposes, absent.
If an administrator sees this and can remedy the problem that would be greatly appreciated.
Regards - Joco (James)
Team - my IP address has been blocked by the forum for several days. The only way I can access things is via my mobile phone which is very awkward and annoying.
While I will periodically check access, I am sad to say that until the situation resolves I will be, for all intents and purposes, absent.
If an administrator sees this and can remedy the problem that would be greatly appreciated.
Regards - Joco (James)
Last edit: 05 Dec 2023 20:14 by Joco. Reason: VPN to rescue.
Please Log in or Create an account to join the conversation.
- Joco
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 532
- Thank you received: 327
09 Dec 2023 22:00 #287719
by Joco
Replied by Joco on topic "Origami" CNC Plasma Build - folding 1200 x 600mm cut area
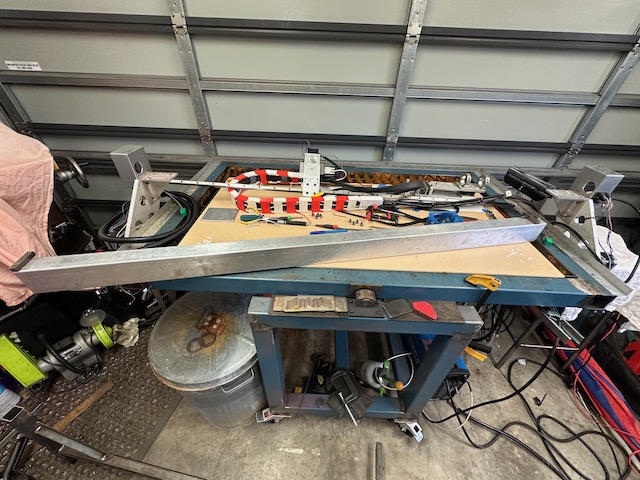
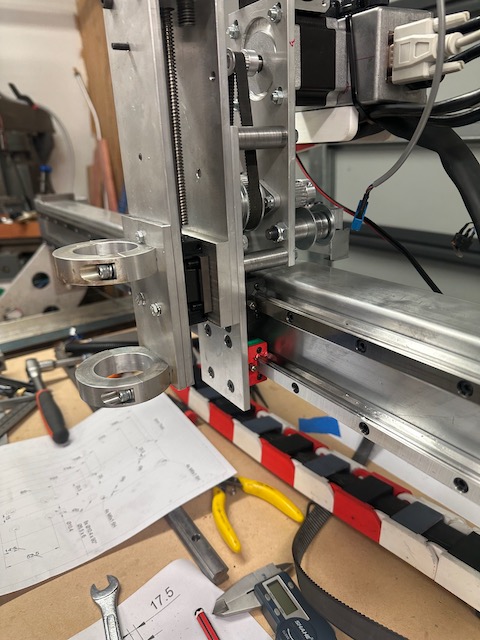
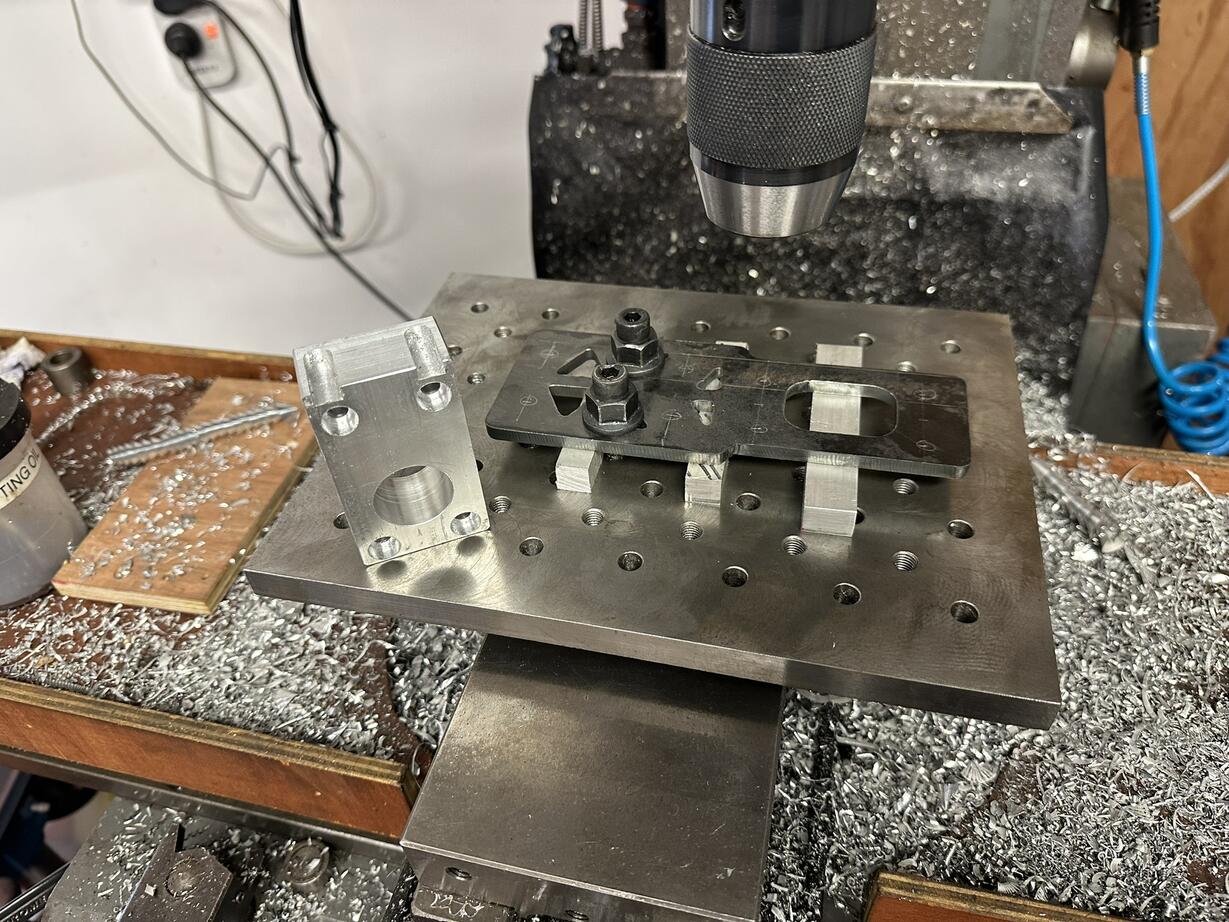
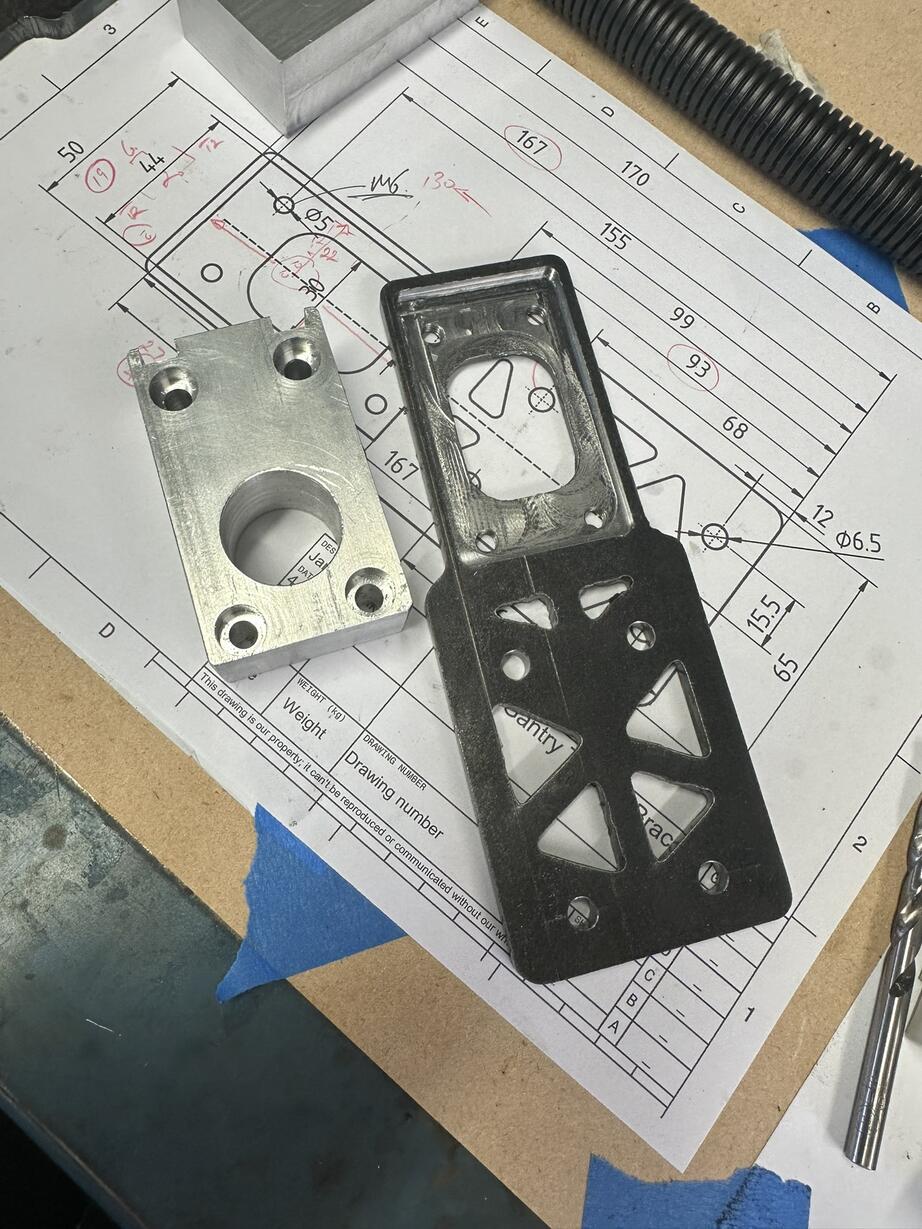
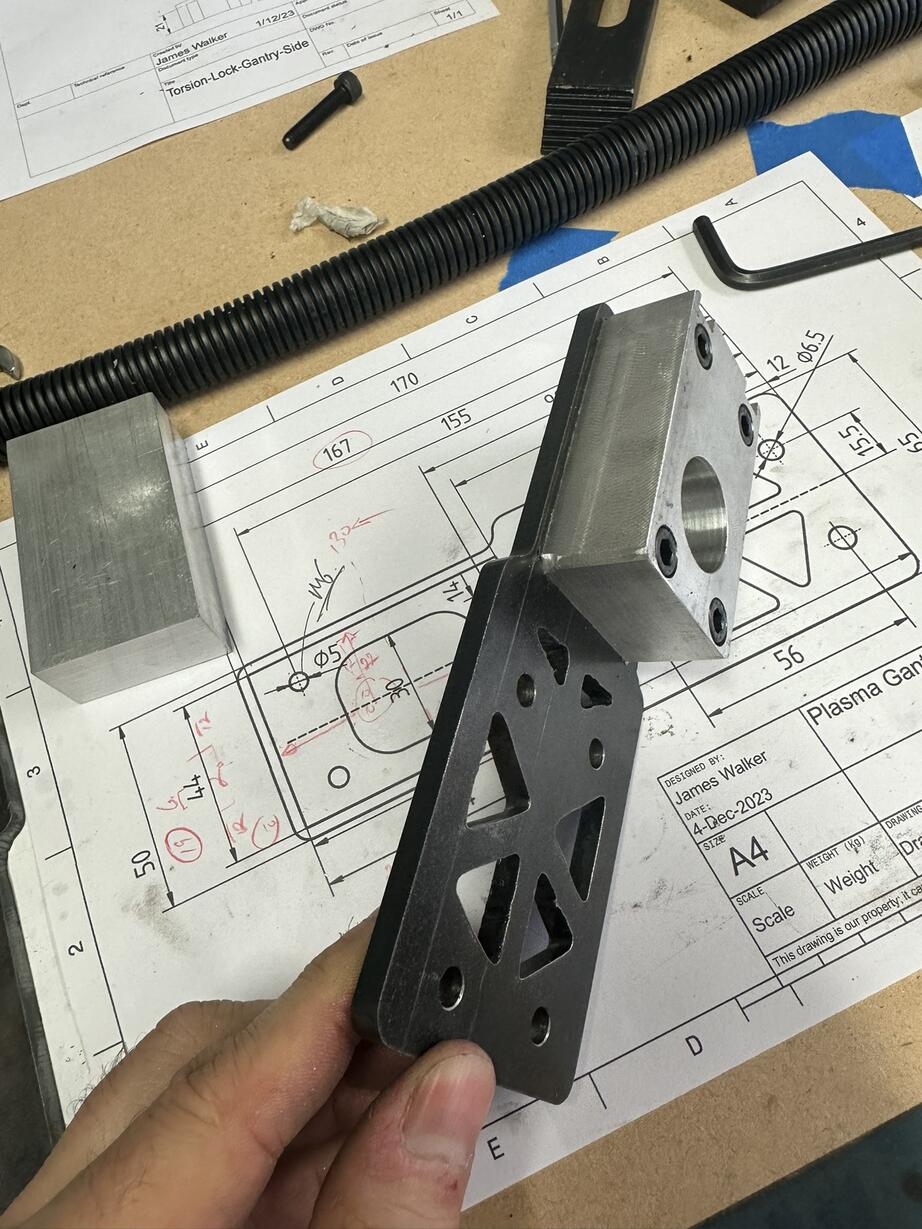
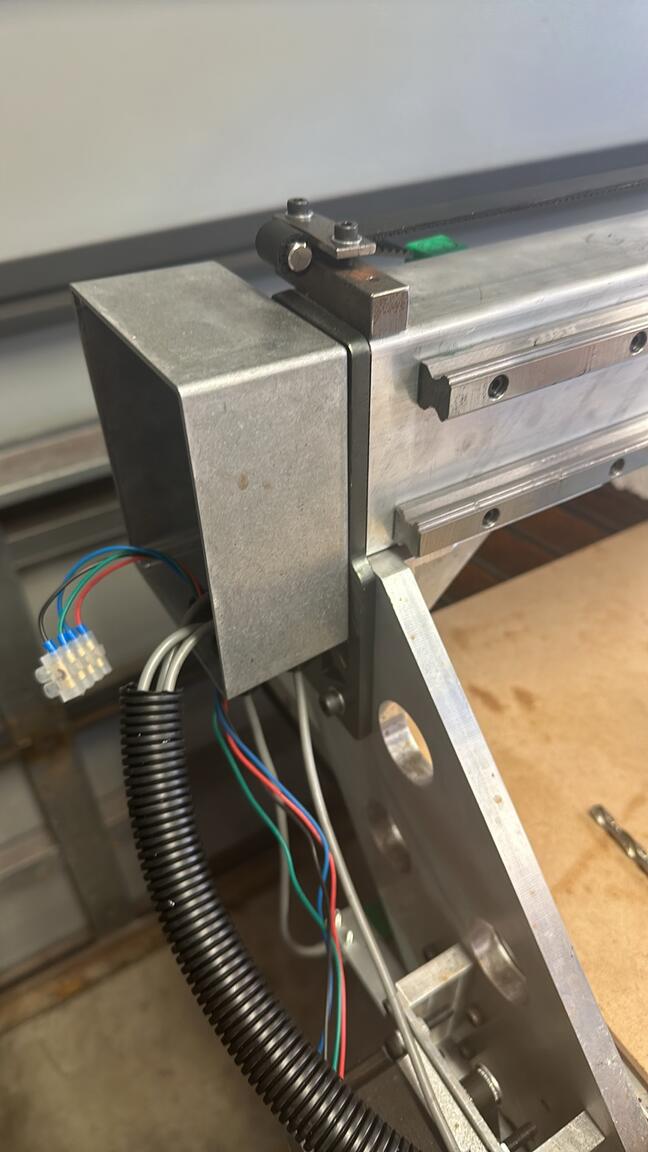
In an effort to improve the torsional strength on the gantry beam I designed these brackets that have a block which pushes into the gantry about 23mm and is a tap-in fit. The bracket is 6mm steel and were cut out on the plasma table.
The video of the items being cut along with a spanner for a the 45mm nut on washing basin waste water fittings.
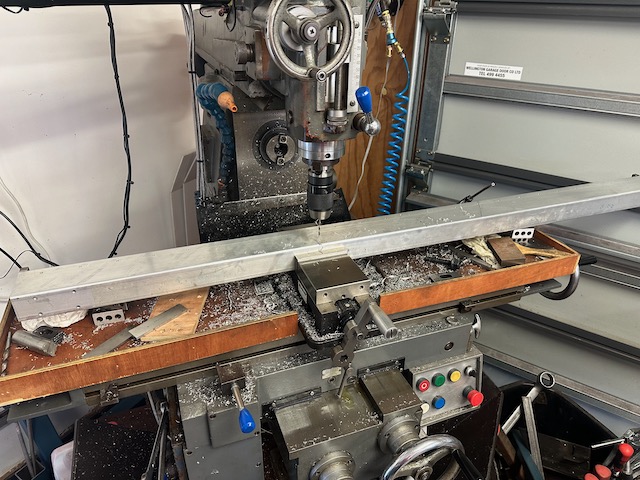
Setup on the manual mill using a small fixture table.
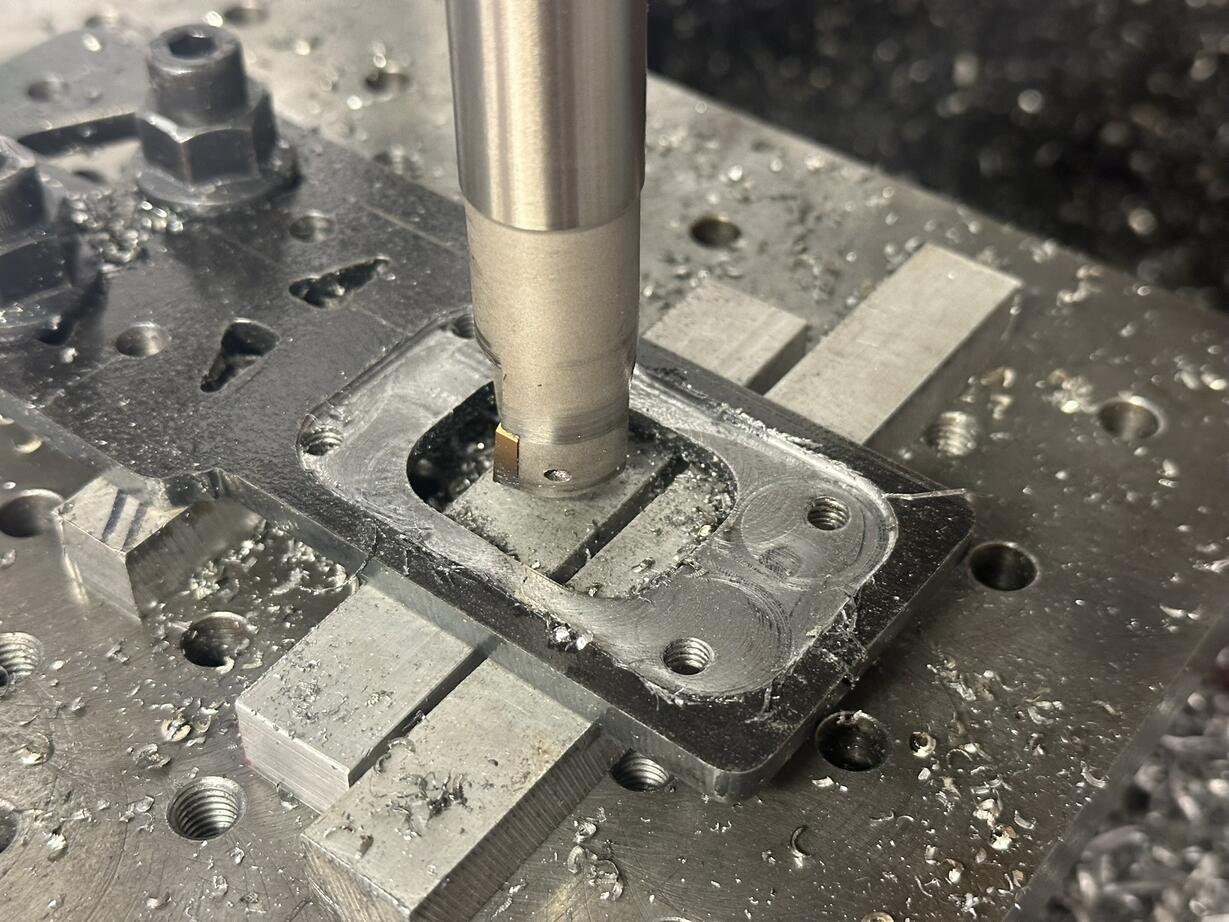
Roughing out the block insert using a 20mm insert mill. This deals with the hard edge left by the plasma cut. Transitioned to a 6mm carbide endmill to bring to final dimensions and get down to a 3mm radius on the corners.
Parts done and ready for assembly.
Installed into gantry and ready for stiffness checks.

Stiffness checks dry run using 3000mm/s^2 and feeds of 8000mm/min.
Cheers - J.
The video of the items being cut along with a spanner for a the 45mm nut on washing basin waste water fittings.
Setup on the manual mill using a small fixture table.
Roughing out the block insert using a 20mm insert mill. This deals with the hard edge left by the plasma cut. Transitioned to a 6mm carbide endmill to bring to final dimensions and get down to a 3mm radius on the corners.
Parts done and ready for assembly.
Installed into gantry and ready for stiffness checks.
Stiffness checks dry run using 3000mm/s^2 and feeds of 8000mm/min.
Cheers - J.
Attachments:
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- Joco
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 532
- Thank you received: 327
31 Mar 2024 22:29 #297311
by Joco
Replied by Joco on topic "Origami" CNC Plasma Build - folding 1200 x 600mm cut area
I have started working on the proper electronics cabinet for the table. I needed something that was going to be close to the moving end with the cables off the gantry and that would cope with the hinged natue of the table top.So here is the resulting mounting system. Next stage will be moving all the electronics off the prototype board and into this cabinet.


Cheers - J.
Cheers - J.
Attachments:
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- Joco
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 532
- Thank you received: 327
22 Sep 2024 07:16 - 22 Sep 2024 07:20 #310586
by Joco
Replied by Joco on topic "Origami" CNC Plasma Build - folding 1200 x 600mm cut area
Bit of an overdue update ....
Electronics cabinet has come a long way and know looks like mostly respextable.

With THCAD for ohmic sensing installed
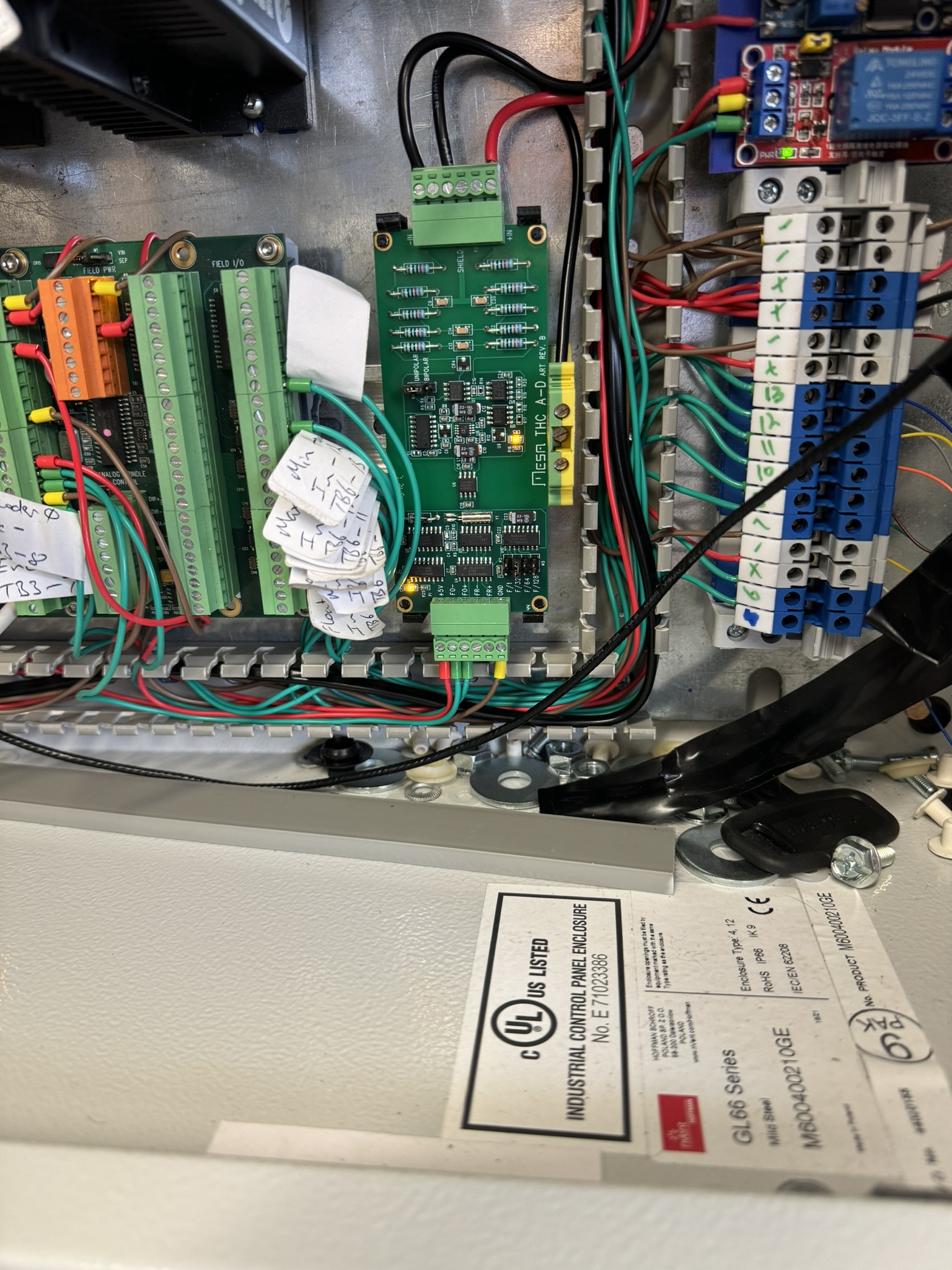
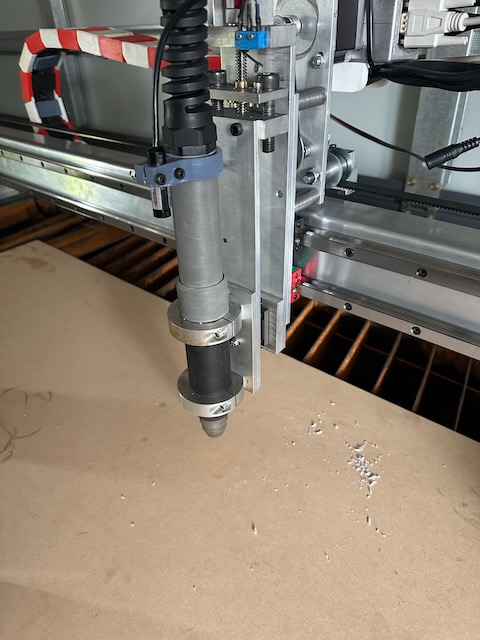
I setup ohmic sensing on shielded and unshielded consumables. As I was not able to easily source a machine shield for the PTM80 torch I got a gouging shield, mount it in the lathe and turned the end down so there as 0.5mm gap back to the nozzle. I did a similar approach to the hand torch standoff. I had to make a mandrel to mount it on and clamp with a hose clamp. But once that was done turning it down was easy.


Next I made a "fence" on X0 (X is my long axis compared to the YY one). This was done using 3adjustable triangles which i then aligned using a DTI. Accurate to within 0.02mm over the whole travel.
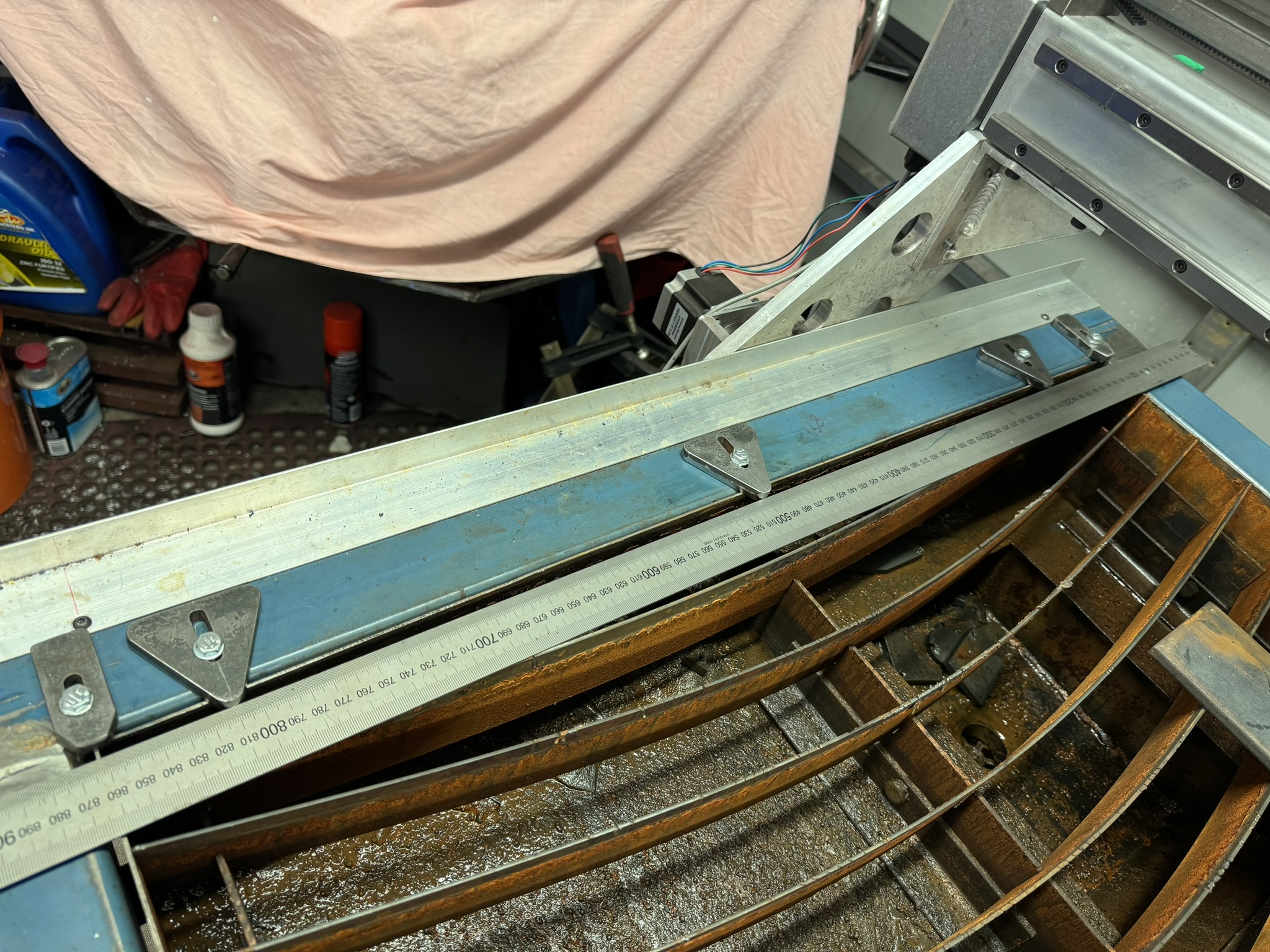
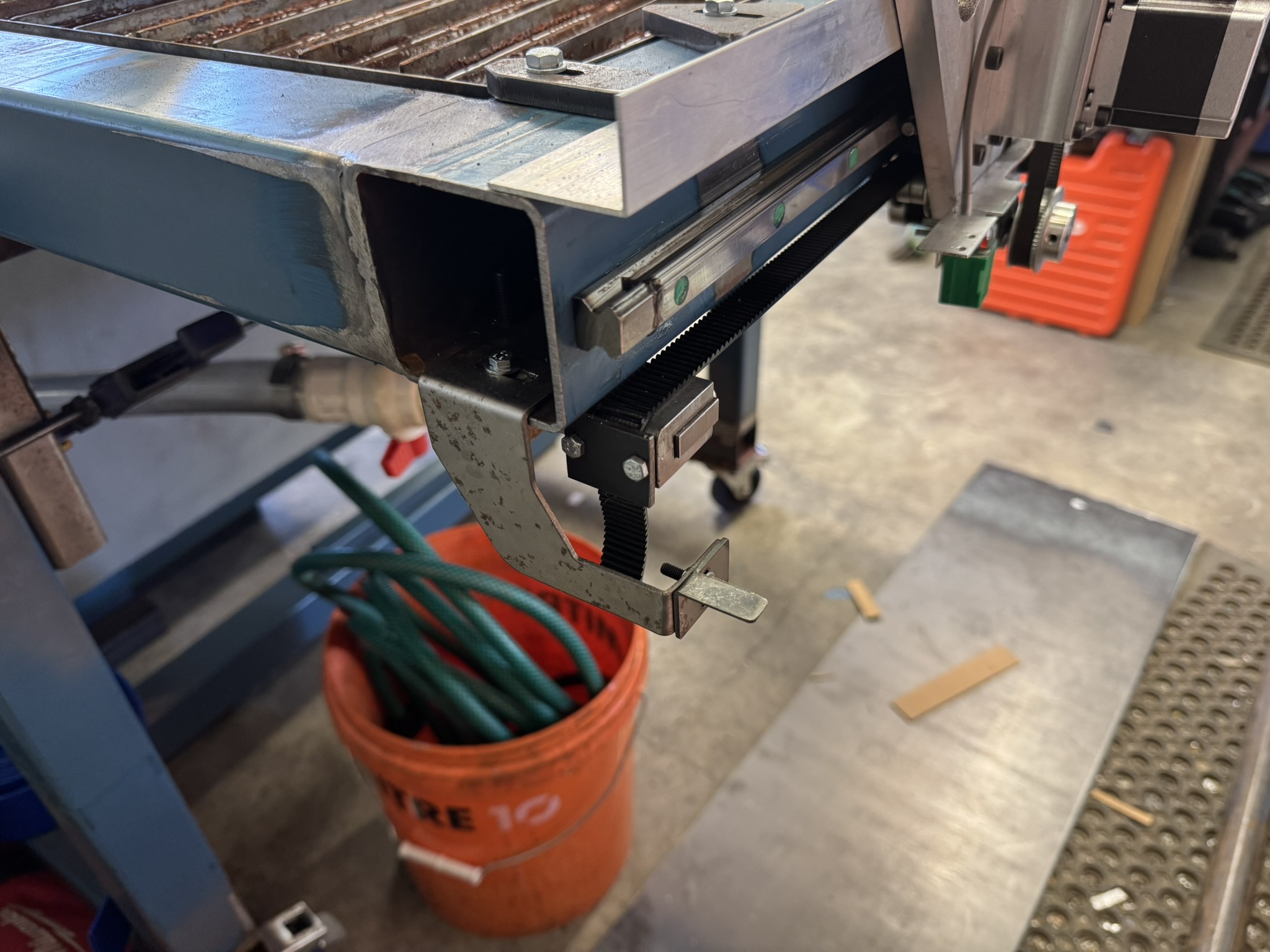
Final update is some work I have been doing to enhance the YY axis travel. My machine had been 610 x 1240mm on YYX config. This allowed for indexing full 2400x1200 sheets through the machine even though I did not have room for a machine of that size (hence the fence). But I wanted to try and improce on the YY travel. I have figured out how to get it to 700mm. Stage 1 gets me to 690mm and these new over travel flags support that extended travel.

Finally the machine making parts for the machine:
Cheers - J.
Electronics cabinet has come a long way and know looks like mostly respextable.
With THCAD for ohmic sensing installed
I setup ohmic sensing on shielded and unshielded consumables. As I was not able to easily source a machine shield for the PTM80 torch I got a gouging shield, mount it in the lathe and turned the end down so there as 0.5mm gap back to the nozzle. I did a similar approach to the hand torch standoff. I had to make a mandrel to mount it on and clamp with a hose clamp. But once that was done turning it down was easy.
Next I made a "fence" on X0 (X is my long axis compared to the YY one). This was done using 3adjustable triangles which i then aligned using a DTI. Accurate to within 0.02mm over the whole travel.
Final update is some work I have been doing to enhance the YY axis travel. My machine had been 610 x 1240mm on YYX config. This allowed for indexing full 2400x1200 sheets through the machine even though I did not have room for a machine of that size (hence the fence). But I wanted to try and improce on the YY travel. I have figured out how to get it to 700mm. Stage 1 gets me to 690mm and these new over travel flags support that extended travel.
Finally the machine making parts for the machine:
Cheers - J.
Attachments:
Last edit: 22 Sep 2024 07:20 by Joco.
The following user(s) said Thank You: tommylight, Clive S
Please Log in or Create an account to join the conversation.
Time to create page: 0.831 seconds