Search Results (Searched for: )
- AlessandroEmm
- AlessandroEmm
13 Aug 2024 18:58
Replied by AlessandroEmm on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- abdulasis12
- abdulasis12
13 Aug 2024 18:43
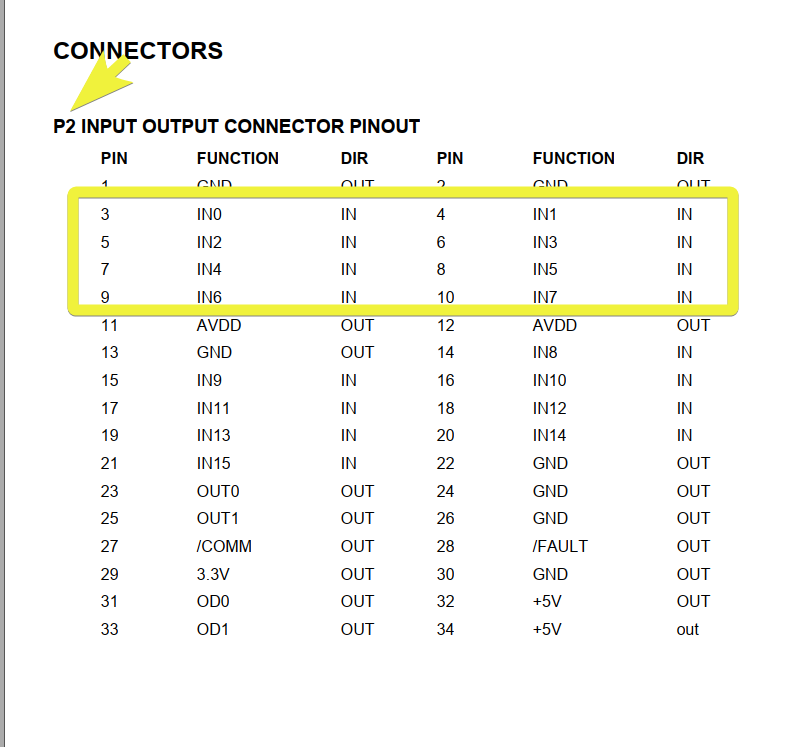
7i73 P2 IN3 - IN7 how to setup for bit input ? was created by abdulasis12
7i73 P2 IN3 - IN7 how to setup for bit input ?
Category: Basic Configuration
- DougM
- DougM
13 Aug 2024 18:34
Replied by DougM on topic Mesa 7I92TM Parallel port pin mapping
Mesa 7I92TM Parallel port pin mapping
Category: PnCConf Wizard
- Obuhus
- Obuhus
13 Aug 2024 18:06
Replied by Obuhus on topic Question: Gmoccapy 3.4.2 and touchscreen
Question: Gmoccapy 3.4.2 and touchscreen
Category: Gmoccapy
- slowpoke
- slowpoke
13 Aug 2024 17:54 - 13 Aug 2024 17:58
Jogging from Mesa input (Axis version 2.9.2) was created by slowpoke
Jogging from Mesa input (Axis version 2.9.2)
Category: HAL Examples
- Limo
- Limo
13 Aug 2024 17:38
- PCW

13 Aug 2024 17:33
Replied by PCW on topic Mesa 7I92TM Parallel port pin mapping
Mesa 7I92TM Parallel port pin mapping
Category: PnCConf Wizard
- slowpoke
- slowpoke
13 Aug 2024 17:08
Replied by slowpoke on topic Data transfer LinuxCNC to / from custom board - Solved
Data transfer LinuxCNC to / from custom board - Solved
Category: Advanced Configuration
- DougM
- DougM
13 Aug 2024 16:58
Mesa 7I92TM Parallel port pin mapping was created by DougM
Mesa 7I92TM Parallel port pin mapping
Category: PnCConf Wizard
- royka
- royka
13 Aug 2024 15:08
Replied by royka on topic Dell Optiplex 3010 can't get PCI Parallel Port Card working
Dell Optiplex 3010 can't get PCI Parallel Port Card working
Category: Computers and Hardware
- anfänger

13 Aug 2024 15:02
Replied by anfänger on topic Fehlmann Picomax 100 Retrofit
Fehlmann Picomax 100 Retrofit
Category: Milling Machines
- Lcvette

13 Aug 2024 15:02
Replied by Lcvette on topic Py3 - Probe Basic Config Conversion Doc Lcnc 2.9+
Py3 - Probe Basic Config Conversion Doc Lcnc 2.9+
Category: QtPyVCP

- cakeslob
- cakeslob
13 Aug 2024 14:27
- cakeslob
- cakeslob
13 Aug 2024 14:21 - 13 Aug 2024 14:24
Replied by cakeslob on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- RLA
- RLA
13 Aug 2024 14:14
Time to create page: 0.456 seconds