Search Results (Searched for: )
- rodw

15 Jan 2025 03:00
Replied by rodw on topic First Start Up - E Stops
First Start Up - E Stops
Category: General LinuxCNC Questions
- cakeslob
- cakeslob
15 Jan 2025 02:47 - 15 Jan 2025 02:51
- notJamesLee
- notJamesLee
15 Jan 2025 02:34 - 15 Jan 2025 02:37
First Start Up - E Stops was created by notJamesLee
First Start Up - E Stops
Category: General LinuxCNC Questions
- Srwils
- Srwils
15 Jan 2025 02:27
Replied by Srwils on topic Chinese Servo Drive Calibration XP200
Chinese Servo Drive Calibration XP200
Category: Milling Machines
- bnet

15 Jan 2025 01:21 - 15 Jan 2025 01:28
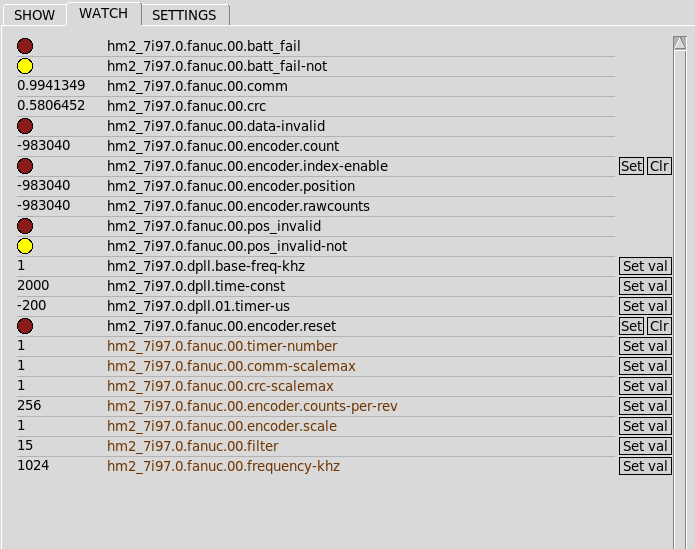
Replied by bnet on topic Fanuc Serial Pulse Coders - Red cap servos, mesa 7i76e, how to?
Fanuc Serial Pulse Coders - Red cap servos, mesa 7i76e, how to?
Category: Driver Boards
- PCW

15 Jan 2025 01:04
Replied by PCW on topic Fanuc Serial Pulse Coders - Red cap servos, mesa 7i76e, how to?
Fanuc Serial Pulse Coders - Red cap servos, mesa 7i76e, how to?
Category: Driver Boards
- langdons

15 Jan 2025 00:24
Replied by langdons on topic Homing an axis moves away from home switch!
Homing an axis moves away from home switch!
Category: StepConf Wizard
- bnet
14 Jan 2025 23:19
Replied by bnet on topic Fanuc Serial Pulse Coders - Red cap servos, mesa 7i76e, how to?
Fanuc Serial Pulse Coders - Red cap servos, mesa 7i76e, how to?
Category: Driver Boards
- Tntmold
- Tntmold
14 Jan 2025 23:04
Replied by Tntmold on topic Lichuan Ethercat Nema23 closed loop stepper motor XML configuration
Lichuan Ethercat Nema23 closed loop stepper motor XML configuration
Category: EtherCAT
- PCW
14 Jan 2025 22:53 - 14 Jan 2025 23:00
- PCW
14 Jan 2025 22:34
Replied by PCW on topic Servo Wiring and Tuning detailed How To example Mesa 7i77.
Servo Wiring and Tuning detailed How To example Mesa 7i77.
Category: Advanced Configuration
- vre
- vre
14 Jan 2025 22:10
Replied by vre on topic Servo Wiring and Tuning detailed How To example Mesa 7i77.
Servo Wiring and Tuning detailed How To example Mesa 7i77.
Category: Advanced Configuration
- vre
- vre
14 Jan 2025 22:05
- tommylight

14 Jan 2025 21:39
Replied by tommylight on topic Coordinate system in GUI does not match machine
Coordinate system in GUI does not match machine
Category: Basic Configuration
- PCW
14 Jan 2025 21:27
Replied by PCW on topic Maus funktioniert nicht bei Spindel Start
Maus funktioniert nicht bei Spindel Start
Category: Deutsch
Time to create page: 0.361 seconds